Acoplamiento Mecánico
De Wikipedia, la enciclopedia libre

Un acoplamiento mecánico es una serie de acoplamientos rígidos con ligamentos que forman una cadena cerrada, o una serie de cadenas cerradas. Cada ligamento tiene uno o más ligas, y éstas tienen diferentes grados de libertad que le permiten tener movilidad entre los ligamentos. Un acoplamiento mecánico es llamado mecanismo si dos o más ligas se pueden mover con respecto a un ligamento fijo. Los acoplamientos mecánicos son usualmente designados en tener una entrada,y producir una salida,alterando el movimiento, velocidad, aceleración, y aplicando una ventaja mecánica.
Un acoplamiento mecánico que está designado a ser estacionario es llamado estructura.
Contenido[ocultar] |
Historia [editar]

Los acoplamientos mecánicos son una parte fundamental del diseño de máquinas, y los más simples acoplamientos no fueron ni inventados ni siquiera entendidos hasta el siglo XIX. Toma en cuenta un simple palo: tiene seis grados de libertad, tres de los cuales son las coordenadas de su centro en el espacio, los otros tres describen su rotación. Una vez unido entre un bloque de piedra y un punto de apoyo y es consignada a un movimiento particular, actuando como una palanca para mover el bloque. Cuando mas uniones son añadidas en varios mods su movimiento colectivo se define mayor precisión. Movimientos muy complicados y precisos pueden ser diseñados en un acoplamiento con sólo unas partes.
La Revolución Industrial fue la época de oro de los acomplamientos mecánicos. Los avances en matemáticas, ingeniería, y manufactura proveyeron tanto la necesidad como la abilidad de crear nuevos mecanismos. Muchos mecanismos simples que parecen obvios hoy, requirieron algunas de las más brillantes mentes de esa era para crearlos. Leonhard Euler fue uno de los primeros matemáticos en estudiar la síntesis de los acomplamientos, y James Watt trabajó arduamente para inventar el movimiento en paralelo que soporta el pistón de su máquina de vapor. Pafnuti Lvóvich Chebyshov trabajó en los diseños de los acomplamientos mecánicos por más de treinta años, lo cuale lo guió a crear sus polinomios1. Nuevas invenciones de acomplamientos mecánicos, diseñados por la necesidad, fueron un instrumento en la maquinaría de hilados, dando poder de conversión y regulando la velocidad. Inclusive la abilidad de un mecanismo para producir un movimiento lineal preciso, sin una guía de referencia, tomó años en solucionarse.
Científicos, mayormente Alemanes, Rusos e Ingleses, han investigado este dominio sobre los últimos 200 años, así que el análisis tradicional o los problemas de síntesis (como los de movimeinto planar) han sido resueltos (ve las bibliotecas en línea en los enlaces externos, en alemán e inglés).
La tecnología electrónica de hoy en día ha dado cómo algo obvio muchas aplicaciones de acoplamiento mecánico, tales como la computación mecánica, el teclear y la maquinaria. De todos modos, los diseños modernos de acoplamiento mecánico continúan avanzando, y los diseños que ocupaban a un ingeniero por días, hoy pueden ser optimizados por una computadora en segundos.
Inclusive los servomotores con un control digital son comunes, y a primera vista fáciles de usar, sin embargo algunos problemas de movimiento (especialmente para movimientos rápidos y precisos) aún son sólamente resueltos por medio de acoplamientos mecánicos.
Actualmente, los acomplamientos mecánicos han retomado gran importancia en la construcción de robots, donde en Japón exite también una historia de desarrollo e investigación muy avanzada sobre acoplamiento mecánico, pudiendo desarrollar nuevos avances en robótica con excelsa precisión.
Teoría [editar]
Los acoplamientos más simples tienen un grado de libertad de uno, lo que significa que hay un entrada de movimiento ("input motion", en Inglés) que produce una salida de movimiento ("output motion", en Inglés). La mayoría de los acoplamientos son también palnares, significando que todos los movimientos toman lugar en un sólo plano. Los acomplamientos espaciales (no-planar) son más difíciles de diseñar y por lo tanto no tan comunes.
La ecuación de Kutzbach-Gruebler es usada para calcular los grados de libertad en los acoplamientos. El número de grados de libertad de un acoplamiento es también llamado su mobilidad.
Una versión simplificada de la ecuación de Kutzbach-Gruebler para los acoplamientos planares es:
= mobilidad = grados de libertad
= número de uniones (incluyendo la unión a tierra)
= número de pares cinemáticos de un grado de libertad (pin o bola movible)


Una forma más general de la ecuación de Kutzbach-Gruebler para los acoplamientos planares conteniendo uniones más complejas:

O, para acoplamientos espaciales (acoplamientos que se llevan a cabo en un movimiento en 3D):
= suma de los grados de libertad de cada unión.

La mobilidad de una máquina hidráulica puede ser fácilmente identificada contando el número de cilindros hidráulicos controlados independientemente.

Tipos de uniones:
- Pin, rotación de GDL (Grado De Libertad) de uno. Algunos ejemplos son: bujes, cojinetes, pernos, empalmes, remaches y bisagras.
- Semiesféricos, movimiento linear de GDL de uno o dos. cojinetes lineares, cilindros hidráulicos, rodillos y pistones.
- Bolla y socket, rotación de GDL de tres, usualmente restringido a un GDL de uno por las otras uniones en el mecanismo.
Los diseñadores sintetizarán un acoplamiento comenzando por un movimiento de salida requerido, una ventaja mecánica, velocidad y aceleración. Un tipo de acomplamiento es escogido y modificado para dar el desempleño requerido.
Cada unión es tratada como un vector, y los vectores pueden ser combinados en un sistema de ecuaciones, porque éstos forman un circuito. La matriz es resuelta para crear una ecuación de forma cerrada que relaciona las entradas de movimiento con los movimientos de salida. Lo mismo es hecho para la ventaja mecánica , o en otra cantidad importante. Las ecuaciones de movimiento son derivadas con respecto al tiempo para encontrar la velocidad y aceleración de las partes del mecanismo.
Tipos de acoplamientos [editar]

Los acoplamientos mecanicos pueden dividirse en acoplamientos rigidos y flexibles.
Acoplamiento biela-manivela [editar]
Usos [editar]
Referencias [editar]
Enlaces externos [editar]
- Una biblioteca que habla sobre los acoplamientos (acualmente casí todo en Alemán) está disponible en Biblioteca Digital sobre Mecánica (en Alemán: Digitale Mechanismen- und Getriebebibliothek)
- En KMODDL hay una fuente en línea en Inglés (contiene literatura en otros idiomas también)
Troquel (cortante)
De Wikipedia, la enciclopedia libre
Instrumento o máquina de bordes cortantes para recortar o estampar, por presión, planchas, cartones, cueros, etc. El troquelado es, por ejemplo, una de las principales operaciones en el proceso de fabricación de embalajes de cartón.
El troquel consiste en:
- Una base de una matriz con mayor resistencia o dureza que las cuchillas o estampa de elaboración de la pieza.
- Las regletas cortadoras o hendedoras. Sus funciones son las siguientes:
- cortar, bien para perfilar la silueta exterior, bien para fabricar ventanas u orificios interiores
- hender, para fabricar pliegues
- perforar, con el fin de crear un precortado que permita un fácil rasgado
- semicortar, es decir, realizar un corte parcial que no llegue a traspasar la plancha
- Gomas. Gruesos bloques de goma que se colocan junto a las cuchillas y cuya función es la de separar por presión el recorte sobrante.
Tipos de troqueles [editar]
Existen dos tipos básicos de troqueles:
- Troquel plano. Su perfil es plano y la base contra la que actúa es metálica. Su movimiento es perpendicular a la plancha consiguiendo así una gran precisión en el corte.
- Troquel rotativo. El troquel es cilíndrico y la base opuesta está hecha con un material flexible. Al contrario que en el troquelado plano, el movimiento es continuo y el registro de corte es de menor precisión. Ello es debido a que la incidencia de las cuchillas sobre la plancha se realiza de forma oblicua a la misma. Los embalajes fabricados en rotativo son, por tanto, aquéllos que no presentan altas exigencias estructurales tales como las Wrap Around o algunas bandejas. Por su movimiento continuo, el troquelado rotativo consigue mayores productividades en fabricación que el plano.
En la industria del cartón ondulado se utilizan indistintamente ambos tipos de troquel, si bien en la fabricación de cartoncillo se da el plano por sus mayores necesidades de precisión. En la industria del calzado se utiliza el troquel plano, realizado con un fleje especial de acero dispuesto perpendicularmente a la piel que descansa sobre una superficie plana. El fleje está reforzado con platinas de hierro que mantienen la pependicularidad de éste.
El diseño del troquel viene definido por las necesidades del envasador pudiendo conferir a la caja las más variadas formas. Su fabricación es todavía muy artesanal realizándose siempre bajo pedido.
Transmisión mecánica
De Wikipedia, la enciclopedia libre

Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina. Son parte fundamental de los elementos u órganos de una máquina, muchas veces clasificado como uno de los dos subgrupos fundamentales de éstos elementos de trasmisión y elementos de sujeción).
En la gran mayoría de los casos, estas trasmisiones se realizan a través de elementos rotantes, ya que la transmisión de energía por rotación ocupa mucho menos espacio que aquella por traslación.
Una transmisión mecánica es una forma de intercambiar energía mecánica distinta a las transmisiones neumáticas o hidráulicas, ya que para ejercer su función emplea el movimiento de cuerpos sólidos, como lo son los engranajes y las correas de transmisión.
Típicamente, la transmisión cambia la velocidad de rotación de un eje de entrada, lo que resulta en una velocidad de salida diferente. En la vida diaria se asocian habitualmente las transmisiones con los automóviles. Sin embargo, las transmisiones se emplean en una gran variedad de aplicaciones, algunas de ellas estacionarias. Las transmisiones primitivas comprenden, por ejemplo, reductores y engranajes en ángulo recto en molinos de viento o agua y máquinas de vapor, especialmente para tareas de bombeo, molienda o elevación (norias).
En general, las transmisiones reducen una rotación inadecuada, de alta velocidad y bajo par motor, del eje de salida del impulsor primario a una velocidad más baja con par de giro más alto, o a la inversa. Muchos sistemas, como las transmisiones empleadas en los automóviles, incluyen la capacidad de seleccionar alguna de varias relaciones diferentes. En estos casos, la mayoría de las relaciones (llamadas usualmente "marchas" o "cambios") se emplean para reducir la velocidad de salida del motor e incrementar el par de giro; sin embargo, las relaciones más altas pueden ser sobremarchas que aumentan la velocidad de salida.
También se emplean transmisiones en equipamiento naval, agrícola, industrial, de construcciones y de minería. Adicionalmente a las transmisiones convencionales basadas en engranajes, estos dispositivos suelen emplear transmisiones hidrostáticas y accionadores eléctricos de velocidad ajustable.
Tipos de Transmisión Mecánica [editar]
Entre las formas más habituales de transmisión son:
- Con correa, como una correa de distribución.
- Con cadena.
- Con balancines.
- Con cascada de engranajes.
- Con cardan.
Véase también [editar]
Tuerca
De Wikipedia, la enciclopedia libre


Se denomina tuerca a la pieza roscada interiormente, que se acopla a un tornillo formando una unión roscada, fija o deslizante. Las funciones que realiza una tuerca son las siguientes:
- Para sujetar y fijar uniones de elementos desmontables se puede incorporar a la unión una arandela para mejorar la fijación y apriete de la unión.
- Convertir un movimiento giratorio en lineal.
La tuerca es un elemento que está normalizado de acuerdo con los sistemas generales de roscas que existen y siempre tiene que tener las mismas características geométricas del tornillo con el que se acopla.
Contenido[ocultar] |
Tipos de tuercas [editar]
Las tuercas se fabrican en grandes producciones con máquinas y procesos muy automatizados y aunque se puede roscar una tuerca con un macho, esa práctica ya casi no se usa, porque en los comercios especializados es fácil y barato adquirir la tuerca que se desee.
Se producen los siguientes tipos de tuercas:

- Tuerca hexagonal DIN 934
- Tuerca especial alt. inferior DIN 439
- Tuerca ciega DIN 1587
- Tuerca mariposa DIN 315
- Tuerca autoseguro DIN 985
- Tuerca soldable DIN 929
- Tuerca almenada DIN 935
Identificación de las tuercas [editar]

Existen 4 características básicas para identificar una tuerca:
- El número de caras La mayoría de las tuercas suele ser 6 (tuerca hexagonal) ó 4 (tuerca cuadrada). Sobre estos modelos básicos se pueden introducir diversas variaciones. (ciega, con reborde, almenada, estriada, moleteada, redonda con agujeros, moleteada ranurada. Un modelo de tuerca muy empleado es la palomilla (rueda de las bicicletas, tendederos de ropa...), que contiene dos planos salientes para facilitar el giro de la tuerca empleando solamente las manos.
- El grosor de la tuerca.
- El diámetro hace referencia al diámetro del tornillo que encaja en ella. Este diámetro no es el del agujero, sino el que aparece entre los fondos de la rosca.
- El tipo de rosca que tiene que coincidir con el del tornillo al que se acopla.

Las tuercas se aprietan generalmente con llaves de boca fija, adaptadas a las dimensiones de sus caras, y el apriete tiene que ser el que el par permita de acuerdo con el tamaño y calidad de las tuercas. Sin embargo hay casos que pueden exigir un par de apriete muy exacto, y entonces se hace uso de la llave dinamométrica. Para apretar tuercas no es aconsejable utilizar tubos o palancas porque se puede romper el tornillo o deteriorarse la rosca.
En los montajes industriales se utilizan para el apriete rápido herramientas neumáticas, en ningún caso se pueden considerar a estas herramientas como llaves dinamométricas, porque no es posible una regulación muy precisa del para de apriete con ese tipo de herramientas.
Funciones de la tuerca almenada [editar]
La tuerca almenada tiene un diseño para poder colocar un pasador antigiro de bloqueo para evitar que se pueda aflojar el mecanismo durante su funcionamiento. Es muy común utilizarla en el anclaje de ejes de tramsisión.
Fuentes [editar]
- Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- Larbáburu Arrizabalaga, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas.. Madrid: Thomson Editores. ISBN 84-283-1968-5.
Véase también [editar]
Enlaces externos [editar]
Engranaje
De Wikipedia, la enciclopedia libre

Se denomina engranaje o ruedas dentadas al mecanismo utilizado para transmitir potencia mecánica entre las distintas partes de una máquina. Los engranajes están formados por dos ruedas dentadas, de las cuales a la mayor se le denomina corona y la menor piñón. Un engranaje sirve para transmitir movimiento circular mediante contacto de ruedas dentadas. Una de las aplicaciones más importantes de los engranajes es la transmisión del movimiento desde el eje de una fuente de energía, como puede ser un motor de combustión interna o un motor eléctrico, hasta otro eje situado a cierta distancia y que ha de realizar un trabajo. De manera que una de las ruedas está conectada por la fuente de energía y es conocido como engranaje motor y la otra está conectada al eje que debe recibir el movimiento del eje motor y que se denomina engranaje conducido.[1] Si el sistema está compuesto de más de un par de ruedas dentadas, se denomina tren de engranajes.
La principal ventaja que tienen las transmisiones por engranaje respecto de la transmisión por poleas es que no patinan como las poleas, con lo que se obtiene exactitud en la relación de transmisión.
Historia [editar]

Desde épocas muy remotas se han utilizado cuerdas y elementos fabricados en madera para solucionar los problemas de transporte, impulsión, elevación y movimiento. Nadie sabe a ciencia cierta dónde ni cuándo se inventaron los engranajes. La literatura de la antigua China, Grecia, Turquía y Damasco mencionan engranajes pero no aportan muchos detalles de los mismos.
El mecanismo de engranajes más antiguo de cuyos restos disponemos es el mecanismo de Anticitera.[2] Se trata de una calculadora astronómica datada entre el 150 y el 100 a. C. y compuesta por al menos 30 engranajes de bronce con dientes triangulares. Presenta características tecnológicas avanzadas como por ejemplo trenes de engranajes epicicloidales que, hasta el descubrimiento de este mecanismo, se creían inventados en el siglo XIX. Por citas de Cicerón se sabe que el de Anticitera no fue un ejemplo aislado sino que existieron al menos otros dos mecanismos similares en esa época, construidos por Arquímedes y por Posidonio. Por otro lado, a Arquímedes se le suele considerar uno de los inventores de los engranajes porque diseñó un tornillo sin fin.
En China también se han conservado ejemplos muy antiguos de máquinas con engranajes. Un ejemplo es el llamado "carro que apunta hacia el Sur" (120-250 d. C.), un ingenioso mecanismo que mantenía el brazo de una figura humana apuntando siempre hacia el Sur gracias al uso de engranajes diferenciales epicicloidales. Algo anteriores, de en torno a 50 d. C., son los engranajes helicoidales tallados en madera y hallados en una tumba real en la ciudad china de Shensi.[2]

No está claro cómo se transmitió la tecnología de los engranajes en los siglos siguientes. Es posible que el conocimiento de la época del mecanismo de Anticitera sobreviviese y, con el florecimiento de la cultura del Islam los siglos XI-XIII y sus trabajos en astronomía, fuera la base que permitió que volvieran a fabricarse calculadoras astronómicas. En los inicios del Renacimiento esta tecnología se utilizó en Europa para el desarrollo de sofisticados relojes, en la mayoría de los casos destinados a edificios públicos como catedrales.[3]
Leonardo da Vinci, muerto en Francia en 1519, dejó numerosos dibujos y esquemas de algunos de los mecanismos utilizados hoy diariamente, incluido varios tipos de engranajes de tipo helicoidal.
Los primeros datos que existen sobre la transmisión de rotación con velocidad angular uniforme por medio de engranajes, corresponden al año 1674, cuando el famoso astrónomo danés Olaf Roemer (1644-1710) propuso la forma o perfil del diente en epicicloide.
Robert Willis (1800-1875), considerado uno de los primeros ingenieros mecánicos, fue el que obtuvo la primera aplicación práctica de la epicicloide al emplearla en la construcción de una serie de engranajes intercambiables. De la misma manera, de los primeros matemáticos fue la idea del empleo de la evolvente de círculo en el perfil del diente, pero también se deben a Willis las realizaciones prácticas. A Willis se le debe la creación del odontógrafo, aparato que sirve para el trazado simplificado del perfil del diente de evolvente.


Es muy posible que fuera el francés Phillipe de Lahire el primero en concebir el diente de perfil en evolvente en 1695, muy poco tiempo después de que Roemer concibiera el epicicloidal. La primera aplicación práctica del diente en evolvente fue debida al suizo Leonhard Euler (1707). En 1856, Christian Schiele descubrió el sistema de fresado de engranajes rectos por medio de la fresa madre, pero el procedimiento no se llevaría a la práctica hasta 1887, a base de la patente Grant.[4]
En 1874, el norteamericano William Gleason inventó la primera fresadora de engranajes cónicos y gracias a la acción de sus hijos, especialmente su hija Kate Gleason (1865-1933), convirtió a su empresa Gleason Works, radicada en Rochester (Nueva York, EEUU) en una de los fabricantes de máquinas herramientas más importantes del mundo.
En 1897, el inventor alemán Robert Hermann Pfauter (1885-1914), inventó y patentó una máquina universal de dentar engranajes rectos y helicoidales por fresa madre. A raíz de este invento y otras muchos inventos y aplicaciones que realizó sobre el mecanizado de engranajes, fundó la empresa Pfauter Company que, con el paso del tiempo, se ha convertido en una multinacional fabricante de todo tipo de máquinas-herramientas.
En 1906, el ingeniero y empresario alemán Friedrich Wilhelm Lorenz (1842-1924) se especializó en crear maquinaria y equipos de mecanizado de engranajes y en 1906 fabricó una talladora de engranajes capaz de mecanizar los dientes de una rueda de 6 m de diámetro, módulo 100 y una longitud del dentado de 1,5 m.
A finales del siglo XIX, coincidiendo con la época dorada del desarrollo de los engranajes, el inventor y fundador de la empresa Fellows Gear Shaper Company, Edwin R. Fellows (1846-1945), inventó un método revolucionario para mecanizar tornillos sin fin glóbicos tales como los que se montaban en las cajas de dirección de los vehículos antes de que fuesen hidráulicas.
En 1905, M. Chambon, de Lyon (Francia), fue el creador de la máquina para el dentado de engranajes cónicos por procedimiento de fresa madre. Aproximadamente por esas fechas André Citroën inventó los engranajes helicoidales dobles.[5]
Tipos de engranajes [editar]
La principal clasificación de los engranajes se efectúa según la disposición de sus ejes de rotación y según los tipos de dentado. Según estos criterios existen los siguientes tipos de engranajes:

Ejes paralelos:
- Cilíndricos de dientes rectos
- Cilíndricos de dientes helicoidales
- Doble helicoidales
Ejes perpendiculares
- Helicoidales cruzados
- Cónicos de dientes rectos
- Cónicos de dientes helicoidales
- Cónicos hipoides
- De rueda y tornillo sinfín
Por aplicaciones especiales se pueden citar:
- Planetarios
- Interiores
- De cremallera
Por la forma de transmitir el movimiento se pueden citar:
- Transmisión simple
- Transmisión con engranaje loco
- Transmisión compuesta. Tren de engranajes
Transmisión mediante cadena o polea dentada
- Mecanismo piñón cadena
- Polea dentada
Características que definen un engranaje de dientes rectos [editar]

Los engranajes cilíndricos rectos son el tipo de engranaje más simple y corriente que existe. Se utilizan generalmente para velocidades pequeñas y medias; a grandes velocidades, si no son rectificados, o ha sido corregido su tallado, producen ruido cuyo nivel depende de la velocidad de giro que tengan.
- Diente de un engranaje: son los que realizan el esfuerzo de empuje y transmiten la potencia desde los ejes motrices a los ejes conducidos. El perfil del diente, o sea la forma de sus flancos, está constituido por dos curvas evolventes de círculo, simétricas respecto al eje que pasa por el centro del mismo.
- Módulo: el módulo de un engranaje es una característica de magnitud que se define como la relación entre la medida del diámetro primitivo expresado en milímetros y el número de dientes. En los países anglosajones se emplea otra característica llamada Diametral Pitch, que es inversamente proporcional al módulo. El valor del módulo se fija mediante cálculo de resistencia de materiales en virtud de la potencia a transmitir y en función de la relación de transmisión que se establezca. El tamaño de los dientes está normalizado. El módulo está indicado por números. Dos engranajes que engranen tienen que tener el mismo módulo.
- Circunferencia primitiva: es la circunferencia a lo largo de la cual engranan los dientes. Con relación a la circunferencia primitiva se determinan todas las características que definen los diferentes elementos de los dientes de los engranajes.
- Paso circular: es la longitud de la circunferencia primitiva correspondiente a un diente y un vano consecutivos.

- Espesor del diente: es el grosor del diente en la zona de contacto, o sea, del diámetro primitivo.
- Número de dientes: es el número de dientes que tiene el engranaje. Se simboliza como (Z). Es fundamental para calcular la relación de transmisión. El número de dientes de un engranaje no debe estar por debajo de 18 dientes cuando el ángulo de presión es 20º ni por debajo de 12 dientes cuando el ángulo de presión es de 25º.
- Diámetro exterior: es el diámetro de la circunferencia que limita la parte exterior del engranaje.
- Diámetro interior: es el diámetro de la circunferencia que limita el pie del diente.
- Pie del diente: también se conoce con el nombre de dedendum. Es la parte del diente comprendida entre la circunferencia interior y la circunferencia primitiva.
- Cabeza del diente: también se conoce con el nombre de adendum. Es la parte del diente comprendida entre el diámetro exterior y el diámetro primitivo.
- Flanco: es la cara interior del diente, es su zona de rozamiento.
- Altura del diente: es la suma de la altura de la cabeza (adendum) más la altura del pie (dedendum).
- Angulo de presión: el que forma la línea de acción con la tangente a la circunferencia de paso, φ (20º ó 25º son los ángulos normalizados).
- Largo del diente: es la longitud que tiene el diente del engranaje
- Distancia entre centro de dos engranajes: es la distancia que hay entre los centros de las circunferencias de los engranajes.
- Relación de transmisión: es la relación de giro que existe entre el piñón conductor y la rueda conducida. La Rt puede ser reductora de velocidad o multiplicadora de velocidad. La relación de transmisión recomendada[6] tanto en caso de reducción como de multiplicación depende de la velocidad que tenga la transmisión con los datos orientativos que se indican:
Velocidad lenta:

Velocidad normal :

Velocidad elevada:

Hay dos tipos de engranajes, los llamados de diente normal y los de diente corto cuya altura es más pequeña que el considerado como diente normal. En los engranajes de diente corto, la cabeza del diente vale (

Fórmulas constructivas de los engranajes rectos [editar]
Diámetro primitivo:

Módulo:

Paso circular:

Número de dientes:

Diámetro exterior:

Espesor del diente:

Diámetro interior:

Pie del diente:

Cabeza del diente: M
Altura del diente:

Distancia entre centros:

Ecuación general de transmisión:

Involuta del circulo base [editar]
Para el movimiento que se transmite entre un par de engranes, se suponen dos rodillos en contacto, en donde no hay deslizamiento, al diámetro de estos rodillos se les conoce como diámetro primitivo dp y al círculo que se construye con dp se le conoce como círculo primitivo. Con Un diente de engrane se pretende prolongar la acción de los rodillos, y es por esa razón que el perfil que los describe es una involuta. Para el dibujado de la involuta es necesario definir primero el círculo base (ver sig. fig.).
i.- A partir del círculo primitivo Cp, en el cuadrante superior se traza una recta horizontal tangente al círculo obteniéndose el punto A.
ii.- Luego, pasando por el punto A se traza la recta de linea de contacto de ángulo Ψ (de presión).
iii.- Seguidamente se construye el círculo base concéntrico al circulo primitivo tangente a la linea de contacto, la cual fue dibujada empleando el ángulo de presión Ψ, obteniéndose así el punto B y el radio base rb (segmento OB).

Para dibujar la involuta (ver sig. fig.) debe trazarse un radio del círculo base a un ángulo θ respecto al eje x, obteniéndose así el punto B, luego dibujamos una recta tangente a círculo base a partir del punto B y de longitud igual al arco AB, en donde A es el punto de intersección del círculo base con el eje x. obtendremos entonces un punto (x,y) que pertenece al lugar geométrico de la involuta del círculo base. Si repetimos el procedimiento anterior tres veces para distintos θ y unimos los puntos (x,y) obtenidos empleando plantillas curvas, apreciaremos un bosquejo similar al mostrado en la siguiente figura.

Las ecuaciones paramétricas que modelan el lugar geométrico de la involuta del circulo base pueden expresarse como:


Engranajes cilíndricos de dientes helicoidales [editar]

Los engranajes cilíndricos de dentado helicoidal están caracterizados por su dentado oblicuo con relación al eje de rotación. En estos engranajes el movimiento se transmite de modo igual que en los cilíndricos de dentado recto, pero con mayores ventajas. Los ejes de los engranajes helicoidales pueden ser paralelos o cruzarse, generalmente a 90º. Para eliminar el empuje axial el dentado puede hacerse doble helicoidal.
Los engranajes helicoidales tienen la ventaja que transmiten más potencia que los rectos, y también pueden transmitir más velocidad, son más silenciosos y más duraderos; además, pueden transmitir el movimiento de ejes que se corten. De sus inconvenientes se puede decir que se desgastan más que los rectos, son más caros de fabricar y necesitan generalmente más engrase que los rectos.*[7]
Lo más característico de un engranaje cilíndrico helicoidal es la hélice que forma, siendo considerada la hélice como el avance de una vuelta completa del diámetro primitivo del engranaje. De esta hélice deriva el ángulo β que forma el dentado con el eje axial. Este ángulo tiene que ser igual para las dos ruedas que engranan pero de orientación contraria, o sea: uno a derechas y el otro a izquierda. Su valor se establece a priori de acuerdo con la velocidad que tenga la transmisión, los datos orientativos de este ángulo son los siguientes:
Velocidad lenta: β = (5º - 10º)
Velocidad normal: β = (15º - 25º)
Velocidad elevada: β = 30º
Las relaciones de transmisión que se aconsejan son más o menos parecidas a las de los engranajes rectos.
Fórmulas constructivas de los engranajes helicoidales cilíndricos [editar]
Como consecuencia de la hélice que tienen los engranajes helicoidales su proceso de tallado es diferente al de un engranaje recto, porque se necesita de una transmisión cinemática que haga posible conseguir la hélice requerida. Algunos datos dimensionales de estos engranajes son diferentes de los rectos.

Diámetro exterior :

Diámetro primitivo :

Módulo normal o real:

Paso normal o real:

Angulo de la hélice :

Paso de la hélice :

Módulo circular o aparente:

Paso circular aparente:

Paso axial:

Número de dientes:

Los demás datos tales como adendum, dedendum y distancia entre centros, son los mismos valores que los engranajes rectos.
Engranajes helicoidales dobles [editar]

Este tipo de engranajes fueron inventados por el fabricante de automóviles francés André Citroën, y el objetivo que consiguen es eliminar el empuje axial que tienen los engranajes helicoidales simples. Los dientes de los dos engranajes forman una especie de V.
Los engranajes dobles son una combinación de hélice derecha e izquierda. El empuje axial que absorben los apoyos o cojinetes de los engranajes helicoidales es una desventaja de ellos y ésta se elimina por la reacción del empuje igual y opuesto de una rama simétrica de un engrane helicoidal doble.
Un engrane de doble hélice sufre únicamente la mitad del error de deslizamiento que el de una sola hélice o del engranaje recto. Toda discusión relacionada a los engranes helicoidales sencillos (de ejes paralelos) es aplicable a los engranajes helicoidales dobles, exceptuando que el ángulo de la hélice es generalmente mayor para los helicoidales dobles, puesto que no hay empuje axial.
Con el método inicial de fabricación, los engranajes dobles, conocidos como engranajes de espina, tenían un canal central para separar los dientes opuestos, lo que facilitaba su mecanizado. El desarrollo de las máquinas talladoras mortajadoras por generación, tipo Sykes, hace posible tener dientes continuos, sin el hueco central. Como curiosidad, la empresa Citroën ha adaptado en su logotipo la huella que produce la rodadura de los engranajes helicoidales dobles.
Engranajes cónicos [editar]

Se fabrican a partir de un tronco de cono, formándose los dientes por fresado de su superficie exterior. Estos dientes pueden ser rectos, helicoidales o curvos. Esta familia de engranajes soluciona la transmisión entre ejes que se cortan y que se cruzan. Los datos de cálculos de estos engranajes están en prontuarios específicos de mecanizado.[8]
Engranajes cónicos de dientes rectos [editar]
Efectúan la transmisión de movimiento de ejes que se cortan en un mismo plano, generalmente en ángulo recto, por medio de superficies cónicas dentadas. Los dientes convergen en el punto de intersección de los ejes. Son utilizados para efectuar reducción de velocidad con ejes en 90°. Estos engranajes generan más ruido que los engranajes cónicos helicoidales. Se utilizan en transmisiones antiguas y lentas. En la actualidad se usan muy poco.[9]
Engranaje cónico helicoidal [editar]
Se utilizan para reducir la velocidad en un eje de 90°. La diferencia con el cónico recto es que posee una mayor superficie de contacto. Es de un funcionamiento relativamente silencioso. Además pueden transmitir el movimiento de ejes que se corten. Los datos constructivos de estos engranajes se encuentran en prontuarios técnicos de mecanizado. Se mecanizan en fresadoras especiales.[10]
Engranaje cónico hipoide [editar]

Un engranaje hipoide es un grupo de engranajes cónicos helicoidales formados por un piñón reductor de pocos dientes y una rueda de muchos dientes, que se instala principalmente en los vehículos industriales que tienen la tracción en los ejes traseros. Tiene la ventaja de ser muy adecuado para las carrocerías de tipo bajo, ganando así mucha estabilidad el vehículo. Por otra parte la disposición helicoidal del dentado permite un mayor contacto de los dientes del piñón con los de la corona, obteniéndose mayor robustez en la transmisión. Su mecanizado es muy complicado y se utilizan para ello máquinas talladoras especiales (Gleason)[11]
Tornillo sin fin y corona [editar]

Es un mecanismo diseñado para transmitir grandes esfuerzos, y como reductores de velocidad aumentando la potencia de transmisión. Generalmente trabajan en ejes que se cortan a 90º. Tiene la desventaja de no ser reversible el sentido de giro, sobre todo en grandes relaciones de transmisión y de consumir en rozamiento una parte importante de la potencia. En las construcciones de mayor calidad la corona está fabricada de bronce y el tornillo sin fin, de acero templado con el fin de reducir el rozamiento. Este mecanismo si transmite grandes esfuerzos es necesario que esté muy bien lubricado para matizar los desgastes por fricción.
El número de entradas de un tornillo sin fin suele ser de una a ocho. Los datos de cálculo de estos engranajes están en prontuarios de mecanizado.
Tornillo sin fin y corona glóbicos

Con el fin de convertir el punto de contacto en una línea de contacto y así distribuir mejor la fuerza a transmitir, se suelen fabricar tornillos sin fin que engranan con una corona glóbica.
Otra forma de distribuir la fuerza a transmitir es utilizar como corona una rueda helicoidal y hacer el tornillo sin fin glóbico, de esta manera se consigue aumentar el números de dientas que están en contacto.
Finalmente también se produce otra forma de acoplamiento donde tanto el tornillo sin fin como la corona tienen forma glóbica consiguiendo mejor contacto entre las superficies.[12]
Mecanizado de coronas y tornillos sin fin
El mecanizado de las coronas de engranaje de tornillo sin fin se puede realizar por medio de fresas normales o por fresas madre. El diámetro de la fresa debe coincidir con el diámetro primitivo del tornillo sin fin con la que engrane si se desea que el contacto sea lineal. El mecanizado del tornillo sin fin se puede hacer por medio de fresas biocónicas o fresas frontales. También se pueden mecanizar en el torno de forma similar al roscado de un tornillo. Para el mecanizado de tornillos sin fin glóbicos se utiliza el procedimiento de generación que tienen las máquinas Fellows.
Engranajes interiores [editar]

Los engranajes interiores o anulares son variaciones del engranaje recto en los que los dientes están tallados en la parte interior de un anillo o de una rueda con reborde, en vez de en el exterior. Los engranajes interiores suelen ser impulsados por un piñón, un engranaje pequeño con pocos dientes. Este tipo de engrane mantiene el sentido de la velocidad angular.[13] El tallado de estos engranajes se realiza mediante talladoras mortajadoras de generación.
Mecanismo de cremallera [editar]

El mecanismo de cremallera aplicado a los engranajes lo constituyen una barra con dientes la cual es considerada como un engranaje de diámetro infinito y un engranaje de diente recto de menor diámetro, y sirve para transformar un movimiento de rotación del piñón en un movimiento lineal de la cremallera.[14] Quizás la cremallera más conocida sea la que equipan los tornos para el desplazamiento del carro longitudinal.
v = (n * z * p) / 60[m / s]
n:velocidad angular. z:número de dientes de la rueda dentada. p:paso.
Engranaje loco o intermedio [editar]

En un engrane simple de un par de ruedas dentadas, el eje impulsor que se llama eje motor tiene un sentido de giro contrario al que tiene el eje conducido. Esto muchas veces en las máquinas no es conveniente que sea así, porque es necesario que los dos ejes giren en el mismo sentido. Para conseguir este objetivo se intercalan entre los dos engranajes un tercer engranaje que gira libre en un eje, y que lo único que hace es invertir el sentido de giro del eje conducido, porque la relación de transmisión no se altera en absoluto. Esta rueda intermedia hace las veces de motora y conducida y por lo tanto no altera la relación de transmisión.[15] Un ejemplo de rueda o piñón intermedio lo constituye el mecanismo de marcha atrás de los vehículos impulsados por motores de combustión interna, también montan engranajes locos los trenes de laminación de acero. Los piñones planetarios de los mecanismos diferenciales también actúan como engranajes locos intermedios.
Mecanismo piñón cadena [editar]

Este mecanismo es un método de transmisión muy utilizado porque permite transmitir un movimiento giratorio entre dos ejes paralelos, que estén bastante separados. Es el mecanismo de transmisión que utilizan las bicicletas, motos, y en muchas máquinas e instalaciones industriales. También se emplea en sustitución de los reductores de velocidad por poleas cuando lo importante sea evitar el deslizamiento entre la rueda conductora y el mecanismo de transmisión (en este caso una cadena).
El mecanismo consta de una cadena sin fin (cerrada) cuyos eslabones engranan con ruedas dentadas (piñones) que están unidas a los ejes de los mecanismos conductor y conducido.

Las cadenas empleadas en esta transmisión suelen tener libertad de movimiento solo en una dirección y tienen que engranar de manera muy precisa con los dientes de los piñones. Las partes básicas de las cadenas son: placa lateral, rodillo y pasador. Las ruedas dentadas suelen ser una placa de acero sin cubo (aunque también las hay de materiales plásticos).
Para la relación de transmisión valen las ecuaciones de las ruedas dentadas
Ventajas e inconvenientes
Este sistema aporta beneficios sustanciales respecto al sistema correa-polea, pues al emplear cadenas que engranan en los dientes de los piñones se evita el deslizamiento que se producía entre la correa y la polea. Presenta la gran ventaja de mantener la relación de transmisión constante (pues no existe deslizamiento) incluso transmitiendo grandes potencias entre los ejes (caso de motos y bicicletas), lo que se traduce en mayor eficiencia mecánica (mejor rendimiento). Además, las cadenas no necesitan estar tan tensas como las correas, lo que se traduce en menores averías en los rodamientos de los piñones.
Presenta el inconveniente de ser más costoso, más ruidoso y de funcionamiento menos flexible, al no permitir la inversión del sentido de giro ni la transmisión entre ejes cruzados; además necesita una lubricación (engrase) adecuada.[16]
Poleas dentadas [editar]

Para la transmisión entre dos ejes que estén separados a una distancia donde no sea económico o técnicamente imposible montar una transmisión por engranajes se recurre a un montaje con poleas dentadas que mantienen las mismas propiedades que los engranajes es decir, que evitan el patinamiento y mantienen exactitud en la relación de transmisión.
Los datos más importantes de las poleas dentadas son:
Número de dientes, paso, y ancho de la polea
El paso es la distancia entre los centros de las ranuras y se mide en el círculo de paso de la polea. El círculo de paso de la polea dentada coincide con la línea de paso de la banda correspondiente.
Las poleas dentadas se fabrican en diversos materiales tales como aluminio, acero y fundición.
Las poleas dentadas normalizadas se fabrican en los siguientes pasos en pulgadas: MXL: Mini Extra Ligero (0.080"), XL: Extra Ligero (0.200"), L: Ligero (0.375"), H: Pesado (0.500"), XH: Extra Pesado (0.875") y XXH: Doble Extra Pesado (1.250").
Los pasos métricos son los siguientes:
T2,5 (Paso 2,5 mm), T5 (Paso 5 mm), T10 (Paso 10mm) y T20 (Paso 20 mm).
.[17]
Ejes estriados [editar]

Se denominan ejes estriados (splined shaft) a los ejes que se les mecaniza unas ranuras en la zona que tiene para acoplarse con un engranaje u otros componentes para dar mayor rigidez al acoplamiento que la que produce un simple chavetero. Estos ejes estriados no son en si un engranaje pero la forma de mecanizarlos es similar a la que se utilizan para mecanizar engranajes y por eso forman parte de este artículo. Los ejes estriados se acoplan a los agujeros de engranajes u otros componentes que han sido mecanizados en brochadoras para que el acoplamiento sea adecuado. Este sistema de fijación es muy robusto. Se utiliza en engranajes de cajas de velocidades y en palieres de transmisión. Hay una norma que regula las dimensiones y formato de los ejes estriados que es la norma DIN-5643.[18]
Aplicaciones de los engranajes [editar]

Existe una gran variedad de formas y tamaños de engranajes, desde los más pequeños usados en relojería e instrumentos científicos (se alcanza el módulo 0,05) a los de grandes dimensiones, empleados, por ejemplo, en las reducciones de velocidad de las turbinas de vapor de los buques, en el accionamiento de los hornos y molinos de las fábricas de cemento, etc.
El campo de aplicación de los engranajes es prácticamente ilimitado. Los encontramos en las centrales de producción de energía eléctrica, hidroeléctrica y en los elementos de transporte terrestre: locomotoras, automotores, camiones, automóviles, transporte marítimo en buques de todas clases, aviones, en la industria siderúrgica: laminadores, transportadores, etc., minas y astilleros, fábricas de cemento, grúas, montacargas, máquinas-herramientas, maquinaria textil, de alimentación, de vestir y calzar, industria química y farmacéutica, etc., hasta los más simples movimientos de accionamiento manual.
Toda esta gran variedad de aplicaciones del engranaje puede decirse que tiene por única finalidad la transmisión de la rotación o giro de un eje a otro distinto, reduciendo o aumentando la velocidad del primero.
Incluso, algunos engranes coloridos y hechos de plástico son usados en algunos juguetes educativos.
Bomba hidráulica [editar]

Una bomba hidráulica es un dispositivo tal que recibiendo energía mecánica de una fuente exterior la transforma en una energía de presión transmisible de un lugar a otro de un sistema hidráulico a través de un líquido cuyas moléculas estén sometidas precisamente a esa presión. Las bombas hidráulicas son los elementos encargados de impulsar el aceite o líquido hidráulico, transformando la energía mecánica rotatoria en energía hidráulica.[19]
Hay un tipo de bomba hidraúlica que lleva en su interior un par de engranajes de igual número de dientes que al girar provocan que se produzca el trasiego de aceites u otros líquidos. Una bomba hidráulica la equipan todas las máquinas que tengan circuitos hidráulicos y todos los motores térmicos para lubricar sus piezas móviles.
Mecanismo diferencial [editar]

El mecanismo diferencial tiene por objeto permitir que cuando el vehículo dé una curva sus ruedas propulsoras puedan describir sus respectivas trayectorias sin patinar sobre el suelo. La necesidad de este dispositivo se explica por el hecho de que al dar una curva el coche, las ruedas interiores a la misma recorren un espacio menor que las situadas en el lado exterior, puesto que las primeras describen una circunferencia de menor radio que las segundas.
El mecanismo diferencial está constituido por una serie de engranajes dispuestos de tal forma que permite a las dos ruedas motrices de los vehículos girar a velocidad distinta cuando circulan por una curva. Así si el vehículo toma una curva a la derecha, las ruedas interiores giran más despacio que las exteriores, y los satélites encuentran mayor dificultad en mover los planetarios de los semiejes de la derecha porque empiezan a rotar alrededor de su eje haciendo girar los planetarios de la izquierda a una velocidad ligeramente superior. De esta forma provocan una rotación más rápida del semieje y de la rueda motriz izquierda. El mecanismo diferencial está constituido por dos piñones cónicos llamados planetarios, unidos a extremos de los palieres de las ruedas y otros dos piñones cónicos llamados satélites montados en los extremos de sus eje porta satélites y que se engranan con los planetarios.
Una variante del diferencial convencional está constituida por el diferencial autoblocante que se instala opcionalmente en los vehículos todo-terreno para viajar sobre hielo o nieve o para tomar las curvas a gran velocidad en caso de los automóviles de competición.[20]
Caja de velocidades [editar]

En los vehículos, la caja de cambios o caja de velocidades es el elemento encargado de acoplar el motor y el sistema de transmisión con diferentes relaciones de engranes o engranajes, de tal forma que la misma velocidad de giro del cigüeñal puede convertirse en distintas velocidades de giro en las ruedas. El resultado en la ruedas de tracción generalmente es la reducción de velocidad de giro e incremento del torque.
Los dientes de los engranajes de las cajas de cambio son helicoidales y sus bordes están redondeados para no producir ruido o rechazo cuando se cambia de velocidad. La fabricación de los dientes de los engranajes es muy cuidada para que sean de gran duración. Los ejes del cambio están soportados por rodamientos de bolas y todo el mecanismo está sumergido en aceite denso para mantenerse continuamente lubricado.[1]
Reductores de velocidad [editar]

El problema básico de las máquinas es reducir la alta velocidad de los motores a una velocidad utilizable por los equipos de las máquinas. Además de reducir se deben contemplar las posiciones de los ejes de entrada y salida y la potencia mecánica a transmitir.
Para potencias bajas se utilizan moto-reductores que son equipos formados por un motor eléctrico y un conjunto reductor integrado.
Para potencias mayores se utilizan equipos reductores separados del motor. Los reductores consisten en pares de engranajes con gran diferencia de diámetros, de esta forma el engrane de menor diámetro debe dar muchas vueltas para que el de diámetro mayor de una vuelta, de esta forma se reduce la velocidad de giro. Para obtener grandes reducciones se repite este proceso colocando varios pares de engranes conectados uno a continuación del otro.
El reductor básico está formado por mecanismo de tornillo sinfín y corona. En este tipo de mecanismo el efecto del rozamiento en los flancos del diente hace que estos engranajes tengan los rendimientos más bajos de todas las transmisiones; dicho rendimiento se sitúa entre un 40 y un 90% aproximadamente, dependiendo de las características del reductor y del trabajo al que está sometido. Factores que elevan el rendimiento:
- Ángulos de avance elevados en el tornillo.
- Rozamiento bajo (buena lubricación) del equipo.
- Potencia transmitida elevada.
- Relación de transmisión baja (factor más determinante).
Existen otras disposiciones para los engranages en los reductores de velocidad, estas se denominan conforme a la disposición del eje de salida (eje lento) en comparación con el eje de entrada (eje rápido). Así pues serían los llamados reductores de velocidad de engranajes coaxiales, paralelos, ortogonales y mixtos (paralelos + sin fin corona). En los trenes coaxiales, paralelos y ortogonales se considera un rendimiento aproximado del 97-98%, en los mixtos se estima entre un 70% y un 90% de rendimiento.
Además, existen los llamados reductores de velocidad de disposicíon epicicloidal, técnicamente son de ejes coaxiales y se distinguen por su formato compacto, alta capacidad de trasmision de par y su extrema sensibilidad a la temperatura.
Las cajas reductoras suelen fabricarse en fundición gris dotándola de retenes para que no salga el aceite del interior de la caja.
Características de los reductores
- Potencia, en Kw o en Hp, de entrada y de salida.
- Velocidad, en RPM, de entrada y de salida.
- Velocidad a la salida.(RPM)
- Relación de transmisión[21]
- Factor de seguridad o de servicio (Fs)
- Par transmitido (Mn1- Eje rápido) (Mn2-Eje lento)
Mecanizado de engranajes [editar]
Tallado de dientes [editar]


Como los engranajes son unos mecanismos que se incorporan en la mayoría de máquinas que se construyen y especialmente en todas las que llevan incorporados motores térmicos o eléctricos, hace necesario que cada día se tengan que mecanizar millones de engranajes diferentes, y por lo tanto el nivel tecnológico que se ha alcanzado para mecanizar engranajes es muy elevado tanto en las máquinas que se utilizan como en las herramientas de corte que los conforman.
Antes de proceder al mecanizado de los dientes los engranajes han pasado por otras máquinas herramientas tales como tornos o fresadoras donde se les ha mecanizado todas sus dimensiones exteriores y agujeros si los tienen, dejando los excedentes necesarios en caso de que tengan que recibir tratamiento térmico y posterior mecanizado de alguna de sus zonas.
El mecanizado de los dientes de los engranajes a nivel industrial se realizan en máquinas talladoras construidas ex-profeso para este fin, llamadas fresas madres.
Características técnicas de la talladora LC-500 LIEBHERR (Ejemplo)[22]
Características técnicas talladora engranajes
Módulo: 12/14
Diámetro engranaje: 500 mm
Recorrido axial: 1000 mm
Curso schift: 220/300 mm
Diámetro fresa de corte: 210 mm
Longitud fresa de corte: 260 mm
Velocidad de giro: 1000 r.p.m.


El tallado de engranajes en fresadora universal con mecanismo divisor, prácticamente no se utiliza, sin embargo el fresado de ejes estriados con pocas estrías tales como los palieres de las ruedas de camiones, si se puede hacer en fresadora universal pero con un mecanismo divisor automático y estando también automatizado todo el proceso de movimientos de la fresadora.
Los engranajes normales cilíndricos tanto rectos como helicoidales se mecanizan en talladoras de gran producción y precisión, cada talladora tiene sus constantes y sus transmisiones adecuadas para fabricar el engranaje que se programe. Tipo Liebherr, Hurth, Pfauter, etc.
Los engranajes interiores no se pueden mecanizar en la talladoras universales y para ese tipo de mecanizados se utilizan unas talladoras llamadas mortajadoras por generación, tipo Sykes.
Para los engranajes cónicos hipoides se utilizan máquinas talladoras especiales tipo Gleason.[23]
Para el mecanizado de tornillos sinfín glóbicos se pueden utilizar máquinas especiales tipo Fellows.
Chaflanado y redondeado de dientes [editar]
Esta operación se realiza especialmente en los engranajes desplazables de las cajas de velocidad para facilitar el engrane cuando se produce el cambio de velocidad. Hay máquinas y herramientas especiales (Hurth) que realizan esta tarea.[24]
Rectificado de los dientes de los engranajes [editar]
El rectificado de los dientes cuando es necesario hacerlo, se realiza después de haber sido endurecida la pieza en un proceso de tratamiento térmico adecuado y se puede realizar por rectificación por generación y rectificación de perfiles o con herramientas CBN repasables o con capa galvanizada.
Los rectificados de engranajes con muelas y de perfiles es una tecnología muy avanzada y ha logrado una capacidad notoria con la utilización de modernas herramientas de corindón aglutinado.[25]
Bruñido [editar]
El bruñido de los engranajes se aplica a aquellos que están sometidos a grandes resistencias, por ejemplo el grupo piñón-corona hipoide de las transmisiones de los camiones o tractores. El bruñido genera una geometría final de los dientes de alta calidad en los engranajes que han sido endurecidos, al mismo tiempo que mejora el desprendimiento y las estructuras de las superficies.
Afilado de fresas [editar]
Las fresas que se utilizan para tallar engranajes son de perfil constante, lo que significa que admiten un número muy elevado de afilados cuando el filo de corte se ha deteriorado. Existe en el mercado una amplia gama de afiladoras para todos los tipos de herramientas que se utilizan en el mecanizado de los engranajes.[26] La vida útil de las herramientas es uno de los asuntos más significativos con respecto a los costos y a la disponibilidad de producción. Las afiladoras modernas están equipadas, por ejemplo, con accionamientos directos, motores lineares y sistemas digitales de medición.[27]
Técnicas de recorrido del material [editar]
En las industrias modernas y automatizadas de mecanizados la técnica de recorrido de material comprende la manipulación automática de piezas de trabajo en los sistemas de producción incluso la carga y descarga de máquinas-herramientas así como el almacenamiento de piezas.
Gestión económica del mecanizado de engranajes [editar]
Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado.
La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado.
Para reducir el coste del mecanizado de los engranajes se ha actuado en los siguientes frentes:
- Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente.
- Conseguir herramientas de corte de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de la herramienta de corte, más avance de trabajo, y más tiempo de duración de su filo de corte.
- Conseguir talladoras de engranajes más robustas, rápidas, precisas y adapatadas a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas.
Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo de las talladoras, construyendo talladoras automáticas muy sofisticadas o guiadas por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente.
Cálculo de engranajes [editar]
Se llama cálculo de engranajes a las operaciones de diseño y cálculo de la geometría de un engranaje, para su fabricación. Principalmente los diámetros y el perfil del diente. También se consideran los cálculos de las transmisiones cinemáticas que hay que montar en las máquinas talladoras de acuerdo a las características que tenga el engranaje, y que está en función de las características de la máquina talladora que se utilice.
Relaciones de transmisión [editar]

Hay tres tipos de transmisiones posibles que se establecen mediante engranajes:[28]
- Transmisión simple
- Transmisión con piñón intermedio o loco
- Transmisión compuesta por varios engranajes conocido como tren de engranajes.
La transmisión simple la forman dos ruedas dentadas, el sentido de giro del eje conducido es contrario al sentido de giro del eje motor, y el valor de la relación de transmisión es:
Ecuación general de transmisión:



La transmisión con piñón intermedio o loco está constituida por tres ruedas dentadas, donde la rueda dentada intermedia solamente sirve para invertir el sentido de giro del eje conducido y hacer que gire en el mismo sentido del eje motor. La relación de transmisión es la misma que en la transmisión simple.
La transmisión compuesta se utiliza cuando la relación de transmisión final es muy alta, y no se puede conseguir con una transmisión simple, o cuando la distancia entre ejes es muy grande y sería necesario hacer ruedas dentadas de gran diámetro. La transmisión compuesta consiste en ir intercalando pares de ruedas dentadas unidas entre el eje motor y el eje conducido. Estas ruedas dentadas giran de forma libre en el eje que se alojan pero están unidos de forma solidaria los dos ruedas dentadas de forma que uno de ellos actúa de rueda dentada motora y el otro actúa como rueda denatada conducida. La relación de transmisión de transmisiones compuestas es:
Ecuación general de transmisión:


Tratamiento térmico de los engranajes [editar]
Los engranajes están sometidos a grandes presiones tanto en la superficie de contacto y por eso el tratamiento que la mayoría de ellos recibe consiste en un tratamiento térmico de cementación o nitruración con lo cual se obtiene una gran dureza en la zona de contacto de los dientes y una tenacidad en el núcleo que evite su rotura por un sobreesfuerzo.
La cementación consiste en efectuar un calentamiento prolongado en un horno de atmósfera controlada y suministrarle carbono hasta que se introduzca en la superficie de las piezas a la profundidad que se desee. Una vez cementada la pieza se la somete a temple, con lo cual se obtiene gran dureza en la capa exterior, ideal para soportar los esfuerzos de fricción a que se someten los engranajes.
Los engranajes que se someten a cementación están fabricados de aceros especiales adecuados para la cementación.
Otra veces el tratamiento térmico que se aplica a los engranajes es el de nitruración, que está basado en la acción que ejercen sobre la superficie exterior de las piezas la acción del carbono y del nitrógeno. La nitruración reduce la velocidad crítica de enfriamiento del acero, alcanzando un mayor grado de dureza una pieza nitrurada y templada que cementada y templada, aun para un mismo tipo de material.
En la actualidad, y particularmente en la industria de la automoción, se están supliendo aceros aleados por aceros más sencillos dadas las grandes ventajas técnicas que ofrece la nitruración (elevadas durezas, regularidades de temple, menos deformaciones...). En los procesos de nitruración se puede obtener capas entre 0.1-0.6mm., siendo las durezas en la periferia del orden de los 60-66 HRC.
La nitruración es un proceso para endurecimiento superficial que consiste en penetrar el nitrógeno en la capa superficial. La dureza y la gran resistencia al desgaste proceden de la formación de los nitruros que forman el nitrógeno y los elementos presentes en los aceros sometido a tratamiento.
A veces hay engranajes que se les aplica un temple por inducción donde el calentamiento es limitado a la zona a tratar y es producido por corrientes alternativas inducidas. Cuando se coloca un cuerpo conductor dentro del campo de una bobina o de un solenoide con corrientes de media o alta frecuencia, el cuerpo es envuelto por una corriente inducida, la cual produce el calentamiento. Para ello se emplea inductores que tienen la forma apropiada de la dentadura que queremos tratar.
La ausencia de todo contacto entre el inductor y la pieza sometida a calentamiento permite la obtención de concentraciones del orden de los 25.000 W cm-2. La velocidad de calentamiento es casi unas 15 veces más rápida que por soplete. Para templar una pieza por inducción será necesario que tenga un espesor por lo menos unas diez veces superior al espesor que se desea templar. El éxito de un buen temple reside en acertar con la frecuencia de corriente de calentamiento, para que ésta produzca una concentración suficiente de corriente inducida en la zona a templar.
El sistema que se emplea en el calentamiento es en dos ciclos. 10.000 ciclos para el calentamiento de la base de los dientes y 375.000 para el calentamiento de la periferia. Después de efectuados los dos calentamientos el engrane es sumergido en agua o aceite en función del tipo de acero que sea.
Una posibilidad que existe para solucionar los problemas que aparecen en los engranajes ha sido el níquel químico. Los depósitos de níquel le confieren a la pieza tratada una buena resistencia a la corrosión, una gran resistencia a la fricción y una gran dureza con ayuda de unos precipitados concretos. El niquelado químico se consigue que las capas sean uniformes, siempre y cuando todas las partes de la pieza estén en contacto con la solución y la composición de esta se mantenga constante, y el espesor de esta capa varía según el tiempo de tratamiento y la composición. Las piezas antes de ser tratadas deben de pasar por otras fases como pueden ser el decapado, ataque, para garantizar su adhesión, y otra cosa a tener en cuenta es que el niquelado químico reproduce en la superficie la rugosidad de la pieza tratada.[29]
Verificación de engranajes [editar]
La verificación de engranajes consiste en poder controlar los distintos parámetros que lo definen.
Para medir el espesor cordal se utilizan pie de rey de doble nonio y micrómetros de platillo.
La medición del espesor de los dientes mediante pie de rey de doble nonio, sólo se utiliza por lo general cuando se trata engranajes de módulo grande y mecanizado de desbaste.
Para medir el espesor de engranajes de precisión se utiliza un micrómetro de platillo y se selecciona el número de dientes a abrazar para que el contacto entre los flancos de los dientes y los platillos se produzca en la circunferencia primitiva.
La medición mediante comparadores se utiliza con patrones de puesta a punto para cada operación de control.
La verificación en proyector de perfiles se utiliza para medir sobre la imagen amplificada o verificar utilizando plantillas adecuadas todas las características del engranaje.
La medición de la excentricidad de un engranaje que es el descentramiento del diámetro primitivo respecto al eje de referencia de la pieza, se puede verificar:
- Con comparador y varilla calibrada
- Por rodadura contra un perfil patrón.
Los engranajes maestros se clasifican en varias calidades de acuerdo con DIN3790 y 58420. Sus dientes una vez mecanizados pasan por un proceso de súper acabado. Durante la medición según este principio los engranajes a controlar se hacen engranar con engranajes maestros.[30]
Lubricación de engranajes [editar]
Las transmisiones por engranajes principalmente las que están sometidas a un gran esfuerzo y funcionamiento de gran velocidad tienen que tener el lubricante adecuado para poder contribuir a conservar sus propiedades mecánicas durante el uso:[31]
La clasificación de los lubricantes de transmisión de uso industrial se realiza según diferentes criterios:[32]
Especificaciones técnicas de los lubricantes [editar]
Las especificaciones de los lubricantes de transmisión difieren ligeramente según el ente que las haya emitido.
En Europa las especificaciones más conocidas son las que la norma DIN 51517 define como LUBRICANTES tipo CLP. A los propósitos de esta norma, LUBRICANTES CLP son aquellos basados en aceite mineral incluyendo aditivos diseñados para aumentar las propiedades anticorrosivas (Símbolo C), aumentar la resistencia al envejecimiento (Símbolo L), y disminuir el desgaste (Símbolo P)". Esta norma define las viscosidades para los grados ISO 68, 100, 150, 220, 380, 460, y 680.
Elección del lubricante y su viscosidad más adecuada [editar]
El primer indicador del lubricante a utilizar en un determinado equipo debe ser siempre la recomendación del fabricante que lo ha diseñado y conoce sus necesidades. La elección de la adecuada viscosidad para un sistema de engranajes de dientes rectos o helicoidales es dependiente de
- potencia expresada en kW o HP
- reducciones múltiples o simples
- velocidad expresada en rpm
- tipo de lubricación (circulación o salpicado)
Mantenimiento preventivo de las transmisiones [editar]
El cambio de lubricantes y el mentenimiento de los niveles en las cajas de transmisiones por engranajes forma parte del mantenimiento preventivo que hay que realizar a todo tipo de máquinas después de un periodo de funcionamiento. Este mantenimiento puede tener una frecuencia en horas de funcionamiento, en kilómetros recorridos o en tiempo cronológico, semanal, mensualmente o anualmente.
Deterioro y fallo de los engranajes [editar]

Como todo elemento técnico el primer fallo que puede tener un engranaje es que no haya sido calculado con los parámetros dimensionales y de resistencia adecuada, con lo cual no es capaz de soportar el esfuerzo al que está sometido y se deteriora o rompe con rapidez.
El segundo fallo que puede tener un engranaje es que el material con el que ha sido fabricado no reúne las especificaciones técnicas adecuadas principalmente las de resistencia y tenacidad.
También puede ser causa de deterioro o rotura si el engranaje no se ha fabricado con las cotas y tolerancias requeridas o no ha sido montado y ajustado en la forma adecuada.
Igualmente se puede originar el deterioro prematuro de un engranaje es que no se le haya efectuado el mantenimiento adecuado con los lubricantes que le sean propios de acuerdo a las condiciones de funcionamiento que tenga
Otra causa de deterioro es que por un sobresfuerzo del mecanismo se superen los límites de resistencia del engranaje
La capacidad de transmisión de un engranaje viene limitada:
- Por el calor generado, (calentamiento)
- Fallo de los dientes por rotura ( sobreesfuerzo súbito y seco)
- Fallo por fatiga en la superficie de los dientes (lubricación deficiente y dureza inadecuada)
- Ruido como resultante de vibraciones a altas velocidades y cargas fuertes.
Los deterioros o fallas que surgen en los engranajes están relacionadas con problemas existentes en los dientes, en el eje, o una combinación de ambos. Las fallas relacionadas con los dientes pueden tener su origen en sobrecargas, desgaste y grietas, y las fallas relacionadas con el eje pueden deberse a la desalineación o desequilibrado del mismo produciendo vibraciones y ruidos.[33]
Véase también [editar]
Referencias [editar]
- ↑ a b Varios autores (1984). Enciclopedia de Ciencia y Técnica. Tomo 5 Engranaje. Salvat Editores S.A. ISBN 84-345-4490-3.
- ↑ a b Tulio Piovan, op.cit.
- ↑ DE SOLLA PRICE, Derek J. (Junio 1959): «An Ancient Greek Computer», en Scientific American.
- ↑ Diseño de engranajes
- ↑ Development of Gear Technology and Theory of Gearing (inglés)
- ↑ LARBÁBURU ARRIZABALAGA, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas. Engranajes cilíndricos de dientes rectos. Página 320. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- ↑ Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Engranajes cilíndricos helicoidales de ejes paralelos, página 333. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- ↑ Engranajes cónicos. Diseño mecánico I. Universidad Pontificia Católica de Chile. Departamento de Ingeniería Mecánica
- ↑ Engranajes cónicos dientes rectos Teoría de engranajes Scamecánica
- ↑ Engranajes helicoidales.Todoengranajes.com
- ↑ Puente trasero y diferencial.¿Qué es un engranaje hipoide? Todomecánica
- ↑ Tornillo sinfín
- ↑ Trenes de engranajes. Alejo Avello. Tecnun (Universidad de Navarra)
- ↑ Transmisión de Movimiento y Esfuerzo
- ↑ Sentido de giro de los engranajes. Concurso MEC, Autor CEJAROSU
- ↑ Mecanismo piñón cadena
- ↑ Poleas dentadas industriales
- ↑ Elementos de transmisión
- ↑ Descripción funcional de las bombas hidráulicas
- ↑ Mecanismo diferencial. Mecánica virtual
- ↑ Reductores de velocidad
- ↑ Características técnicas fresadora de engranajes Liebherr
- ↑ Características técnicas talladora engranajes cónicos Gleason
- ↑ Características técnicas de una chaflanadora de engranajes SAMPUTENSILI
- ↑ Liebherr Rectificadoras por generación y de perfiles
- ↑ [Características técnicas. Rectificadora de fresas madre]
- ↑ Afilado de fresas de perfil constante. Infomecánica
- ↑ Trenes de engranaje. Concurso .cnice.mec. Autor CEJAROSU
- ↑ Tratamientos superficiales de los engranajes
- ↑ Control de engranajes
- ↑ Normas de lubricantes REPSOL YPF
- ↑ Clasificación de viscosidad SAE de aceite para engranajes automotrices. (SAE J306-julio de 1998)
- ↑ Análisis de fallos en engranajes
Bibliografía [editar]
- MILLÁN GÓMEZ, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- LARBURU ARRIZABALAGA, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas.. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- Varios autores (1984). Enciclopedia de Ciencia y Técnica. Salvat Editores S.A. ISBN 84-345-4490-3.
- PÉREZ, Alonso y JULIO, Jacinto (1992). Ajustes y tolerancias: mecanismos y engranajes. Universidad Politécnica de Madrid. Escuela Universitaria de Ingeniería Técnica Aeronáutica. ISBN 84-87051-18-9.
- COMAS, A.. Tecnología resumida sobre engranajes. Ediciones Cedel. ISBN 84-352-0310-7.
- Instituto Nacional de Racionalización y Normalización (España) (1977). Transmisiones. Rodamientos. Engranajes. Tuberías. Consejo Superior de Investigaciones Científicas. ISBN 84-00-03530-5.
- MONTOYA MORENO, Felipe (1993). Fundamentos de la geometría de los engranajes. Universidad de Valladolid. Secretariado de Publicaciones e Intercambio Editorial. ISBN 84-7762-367-8.
- RAMÓN MOLINER, Pedro (1980). Engranajes. AUTOR-EDITOR 1116. ISBN 84-300-2212-0.
- TULIO PIOVAN, Marcelo (2004): «Trenes de engranajes, reductores planetarios y diferenciales», en Notas para la asignatura de Elementos de Máquinas. Universidad Tecnológica Nacional (Facultad Regional de Bahía Blanca): Cátedra de Elementos de Máquinas, 2004.
Poliuretano
De Wikipedia, la enciclopedia libre
El poliuretano (PU) es una resina sintética que se obtiene mediante condensación de polioles, combinandolas con poliisocianatos; se caracteriza por su baja densidad y son muy utilizados como aislantes térmicos y espumas resilientes, elástómeros durables, adhesivos y selladores de alto rendimiento, pinturas, fibras, sellos, empaques, juntas, preservativos, partes automotrices, en la industria de la construcción, del mueble y múltiples aplicaciones más.
La resilencia es la "capacidad de memoria" de un poliuretano flexible, es decir, a la resistencia a la deformación por compresión mecánica.
Se pueden mezclar con pigmentos tales como el negro de humo u otro pigmento para aplicaciones en automóviles y muebles modernos.
Su formulación se basa en poliuretanos de bajo número de hidróxilo combinados con isocianatos de bajo contenido en funciones NCO, unido a propelentes especiales y una elevada relación de agua, toda la fórmula está estequiométricamente diseñada para lograr una espuma de curado rápido y con una densidad entre 18 y 80kg/m³.
Algunas aplicaciones de poliuretanos flexibles abarca la industria del packing en que se usan poliuretanos anti-impacto para embalajes de piezas delicadas, su principal característica es que son de celdas abiertas y baja densidad(12-15 kg/m³).
También existen los poliuretanos rígidos de densidad 30-50 kg/m³, utilizados como aislantes térmicos.
La capacidad de aislación térmica del poliuretano se debe al gas aprisionado en las celdillas cerradas del entramado del polímero.
Un poliuretano de 25 mm de espesor puede aislar térmicamente un ambiente interno que permanercerá a 20 °C por una cara, mientras que por el lado exterior de la cara pueden fluctuar -5 °C.
Una variedad de los poliuretanos rígidos son los poliuretanos Spray que son formulaciones de alta velocidad de reacción y son usados en revestimientos sujetos a la fuerza de gravedad, tales como aislaciones de edificios, estanques de almacenamiento e incluso Tubos o cañerías.
Otra variedad de rígidos son los poliuretanos PIR que son usados en el revestimientos de cañerías en zonas extremadamente húmedas y además conducen fluidos a alta temperatura, su principal característica es la naturaleza ureíca del polímero.
Poliuretanos rígidos de densidad más elevada (150-1200 kg/m³) (RIM, Reaction Injection Molding) son usados para elaborar partes de automóviles, yates, muebles y decorados.
Contenido[ocultar] |
Historia [editar]
Otto Bayer consiguió la primera síntesis en 1937 en Alemania. La producción industrial empezó en 1940. Sin embargo y debido a la falta de recursos por la Segunda Guerra Mundial, la producción sólo creció muy lentamente.
En la industria humana [editar]
Los poliuretanos flexibles se emplean, sobre todo, en la fabricación de pinturas, de material esponjoso y de elastómeros.

Sus propiedades mecánicas pueden ser variadas en gran medida por el empleo de diferentes isocianatos o dioles como, por ejemplo, el polietilenglicol. La adición de cantidades variables de agua provoca la generación de más o menos cantidad de dióxido de carbono, el cual aumenta el volumen del producto en forma de burbujas. En contra a lo que pasa en las esponjas naturales, se suele tratar de materiales con poro cerrado.
En forma de copolímero, los poliuretanos también se encuentran en fibras como la lycra.
Los poliuretanos rígidos se usan en la industria de la refrigeración, automotriz, del mueble, etc.
Algunos poliuretanos se usan el confección de pinturas aislantes, recubrimientos aislantes del medio etc. Enlaces Externos
Fabricación de elastómeros,poliuretano,vulkollan
Química del poliuretano [editar]
El poliuretano es por lo general la mezcla de dos componentes o sistema bicomponente, el A y el B en una proporción estequiométricamente definida por el químico que diseña la fórmula. Existen además poliuretano monocomponentes que son usados exclusivamente para la industria de la construcción.
Componente A [editar]
En el Poliol que es una mezcla cuidadosamente formulada y balanceada de glicoles, alcoholes de elevado peso molecular. Se encuentran en mezcla con agentes espumantes y otros aditivos tales como aminas, agentes siliconados, agua, propelentes y catalizadores organometálicos que son lo que le dan las características a la espuma final. La apariencia es como miel viscosa y puede tener un fuerte olor amoniacal.
Componente B [editar]
El componente B es un Isocianato prepolimerizado(pre-iniciado) con un contenido de función NCO que puede variar desde los 18 al 35% en funcionalidad.
Algunos son café marrón muy viscosos(3000-5000 cps-Viscosímetro Brookfield)y otros son casi albos y fluidos y son mantenidos en atmósfera seca de nitrógeno. Tienen además propiedades adhesivas muy apreciadas por lo que también sirven de pegamentos para hacer bloques poli-material.
Reactividad [editar]
La reactividad se puede observar en una simple inspección visual y está dividida en los siguientes tiempos, medidos en segundos:
- Tiempo de crema: 5 - 15 s. Formación de monómeros y polímeros.
- Tiempo de hilo: 30 - 70 s. Estructuración, formación de redes cristalinas.
- Tacto Libre: 10 - 50 s después del tiempo de hilo. Formación de piel, finalización de la reacción.
El isocianato y el poliol al mezclarse ocasionan una serie de reacciones químicas que conducen a la producción química de uretanos, poliuretanos, alofanatos, ureas modificadas, cianatos prepolímeros etc. en total unas 17 reacciones químicas simultáneas,en que el paquete de catalizadores hace que tome una dirección determinada.
Se genera una exotermia que puede elevar la temperatura hasta 70 °C, que hace que el propelente en disolución en el poliol se convierta en un gas por la exotermia generada, el agua en parte se convierte en dióxido de carbono, esto hace que expanda la mezcla, formándose pequeñas celdas despúes del gelado o cremado. Aunque las celdas de CO2 son parte del reticulado, se entremezclan con las que contienen fluorocarbonos para efectos de la estabilidad dimensional.
Algunos polioles llevan componentes antiflama que hace que sean no-comburentes o no-inflamables. En algunos países es obligatorio el uso de este componente para determinadas aplicaciones y son clasificados bajo normas de seguridad.
Las celdas se van formando a medida que se alcanza en tiempo de hílo, para finalizar en el tiempo de Tack free (toque libre).
Los propelentes son fluorocarbonos modificados ecológicamente tales como el Freón R-141 B, el R-245FA, o el Ciclopentano y que cumplen el Protocolo de Montreal para la preservación de la capa de Ozono atmosférico. También se utilizan en menor medida, propelentes como agua y dióxido de carbono
El freón R-11 así como otros organoclorados fueron descartados debido a su incidencia en la capa de Ozono.
Al terminar la reacción química, la espuma de poliuretano contiene millones de celdas regulares que son las que al final le dan las características de aislamiento térmicas, resilentes y acústicas.
Una espuma de poliuretanos tiene un coeficiente de transferencia térmica de aprox. 0.0183 unidades BTU de transferencia de calor.
La estabilidad dimensional es un aspecto muy importante en la calidad de la espuma formada, muchas veces ha sucedido que fórmulas de polioles mal balanceadas, exceso de agua, mezclas poliol/isocianato deficientes, produzcan contracción del polímero, pandeándose y perdiendo su forma.
La mezcla poliol/isocianato debe ser estequiométricamente balanceada, en general la mezcla esta por un 10% por sobre lo estequiométrico para mayor seguridad; una mezcla mayor en poliol y menor en Isocianato lleva a espumas blandas e inestables; un exceso de Isocianatos conduce a espumas ureícas (Poliuretanos PIR).
Esta industria mueve millones de dólares en todo el mundo y los especialistas en el tema son muy restringidos en número.
El principal mercado es para el poliuretano rígido en la industria de la aislación térmica (Refrigeradores) y en segundo lugar, las industrias de los flexibles.
Un pequeño porcentaje se usa para moldeado de piezas de automóviles, partes de vehículos, elementos de decoración etc.
Comparación del coeficiente de conductividad térmica entre diferentes materiales. [editar]
| Material | Densidad (kg/m³) | Conductividad térmica (W/m.K) |
| Chapa de Aluminio | 2700 | 204 |
| Hormigón | 2400 | 1.63 |
| Vidrio plano | 2500 | 0.81 |
| Ladrillo macizo | 1600 | 0.81 |
| Tejas (plana) | 1800 | 0.76 |
| Yeso placas | 1000 | 0.44 |
| Hormigón liviano | 1000 | 0.36 |
| Nieve compactada | 300 | 0.23 |
| Madera (pino) | 700 | 0.17 |
| Lana de vidrio | 11 | 0.041 |
| Lana de vidrio | 15 | 0.038 |
| Lana de vidrio | 35 | 0.038 |
| Lana de vidrio | 50 | 0.032 |
| Lana de vidrio | 70 | 0.031 |
| Lana de vidrio | 100 | 0.032 |
| Poliuretano rígido | 35 | 0.020 |
| Poliuretano proyectado | 30 | 0.024 |
Fuente: Norma IRAM 11601. Argentina.
Poliuretano termoplástico [editar]
Es una de las variedades poco resistentes que no estan dentro de los plasticos. Es un elastómero termoplástico, que no requiere de vulcanización para su proceso; al contrario, puede ser conformado por algunos de los procesos de conformado para termoplásticos, como inyección y extrusión. El Poliuretano Termoplástico (TPU, Thermoplastic Polyurethane) se caracteriza por su alta resistencia a la abrasión, al desgaste, al desgarre, al oxígeno, al ozono y a las temperaturas muy bajas.
Eje de transmisión
De Wikipedia, la enciclopedia libre

En ingeniería mecánica se conoce como eje de transmisión o árbol de trasmisión a todo objeto axisimétrico especialmente diseñado para transmitir potencia. Estos elementos de máquinas constituyen una parte fundamental de las transmisiones mecánicas y son ampliamente utilizados en una gran diversidad de máquinas debido a su relativa simplicidad.
Un árbol de transmisión es un eje que transmite un esfuerzo motriz y está sometido a solicitaciones de torsión debido a la transmisión de un par de fuerzas y puede estar sometido a otros tipos de solicitaciones mecánicas al mismo tiempo.
Contenido[ocultar] |
Generalidades sobre el diseño [editar]
En general, existen tres parámetros fundamentales para el diseño de los árboles de transmisión: su resistencia, su rigidez y su inercia de rotación.
Resistencia [editar]
- Esfuerzos y resistencia: Son funciones de la geometría local, como los concentradores de esfuerzos y de la distribución de las fuerzas, además de las fallas por fatiga.
Debe ser suficientemente resistente como para soportar las tensiones mecánicas.
Rigidez [editar]
- Deflexiones y rigidez: Son funciones de la geometría del árbol y de las deformaciones sufridas debido al estado de esfuerzos .
Inercia [editar]
En el diseño de un árbol de transmisión se ha de tener en cuenta que este no tenga demasiada inercia, pues, de manera similar a la masa en un movimiento rectilíneo, la inercia supone una oposición a las variaciones de su velocidad angular, acumulando energía cinética y variando su momento angular.
- Te − Ts = I * α
donde Te es el par de entrada que se comunica al árbol, Ts es el par de salida que el árbol comunica al mecanismo conducido por él, I es la inercia y α es el la aceleración angular.
Métodos de diseño [editar]
Así el diseñador puede seguir dos rutas fundamentales para la proyectación de un árbol:
- Diseñar para la resistencia y luego verificar las deformaciones.
- Diseñar para las deformaciones y luego verificar las resistencias.
Ejes o árboles de transmisión en automoción [editar]
Ejes de transmisión en vehículos [editar]
En la actualidad, la mayoría de los automóviles usan ejes de transmisión rígidos para transmitir la fuerza del tubo de transmisión a las ruedas. Normalmente se usan dos palieres o semiárboles de transmisión para transferir la fuerza desde un diferencial central, un tubo de transmisión o un transeje a las ruedas.

En los vehículos con motor delantero y propulsión trasera, hace falta un eje de transmisión más largo para trasladar la fuerza a lo largo del vehículo. Hay dos sistemas principales: El tubo de par, con una junta universal, y el accionamiento Hotchkiss,con dos o más juntas. Este sistema fue conocido como el sistema Panhard después de que la compañía de automóviles, Panhard et Levassor lo patentara.
Los primeros automóviles usaban a menudo mecanismos de transmisión de cadena o de correa antes que un árbol de transmisión. Algunos usaban generadores eléctricos y motores para transmitir la fuerza a las ruedas.
El término “driveshaft” en inglés americano se refiere a cualquier eje que transmite el par motor a las ruedas. En inglés británico, sin embargo, “driveshaft” se referiría al eje transversal, especialmente el delantero, que transmite la potencia a las ruedas. Al que conecta la caja de cambios con el puente trasero, se le llamaría “propeller shaft”. Finalmente, el término “halfshaft” se refiere a un palier o semiárbol de transmisión.
Ejes de transmisión en motocicletas [editar]
Los ejes de transmisión han sido usados en las motocicletas, prácticamente desde que éstas han existido. Los árboles de transmisión se presentan, frente a las transmisiones de cadena o de correa, como una alternativa relativamente libre de mantenimiento y de mayor duración de vida. Una de las desventajas del eje de transmisión en una motocicleta es que hace falta un sistema de engranajes para girar 90º la potencia desde el árbol a la rueda trasera, perdiéndose algo de potencia en el proceso. Por otro lado, es más fácil proteger las uniones del árbol y los cambios de la arena, el polvo y el barro
El fabricante de motocicletas con árbol de transmisión más conocido es BMW, desde 1923. Entre los fabricantes actuales, Moto Guzzi es también muy conocido por sus motocicletas con árboles de transmisión. También han producido motocicletas con árboles de transmisión la compañía inglesa Triumph Rocket III y las japonesas Honda, Suzuki, Kawasaki y Yamaha.
El primer uso de un árbol de transmisión en una motocicleta todoterreno fue en las series Tote Gote. Usaba un eje recto que accionaba un tornillo sin fin, que hacía girar un engranaje. La cubierta exterior era de aluminio, sujetada por dos casquillos de caucho. El motor mira hacia delante en el bastidor.
Los motores dispuestos longitudinalmente y paralelos al bastidor, como el Flat-twin, se usan a menudo para motocicletas con árbol de transmisión. Esto requiere sólo un giro de 90º y no dos, para transmitir la potencia. Moto Guzzi, BMW, Triumph, y Honda usan esta configuración de motor.
Estas motocicletas están sujetas al efecto de eje, que hace que el chasis se levante cuando se aplica la fuerza. Esto está contrarrestado en sistemas como el Paralever de BMW, el CARC de Moto Guzzi y el Tetralever de Kawasaki.
Ejes de transmisión en el mundo naval [editar]
En un barco a motor, el eje de transmisión generalmente conecta la transmisión dentro del navío directamente a la hélice, pasando a través del prensaestopas del eje u otro sello hasta el punto en el que sale del casco (embarcación).
El eje de transmisión de un barco también está sujeto a fenómenos físicos de compresión cuando la hélice hace avanzar la nave y tensión cuando retrocede.
En la industria naval también se usan juntas Cardan entre la transmisión y la caja de cambios de la hélice o las máquinas de chorro de agua.
Ejes de transmisión en bicicletas [editar]
El árbol de transmisión ha sido siempre una alternativa a la transmisión de cadena durante el pasado siglo, aunque nunca ha llegado a ser muy popular. Las bicicletas con eje de transmisión se conocen como "sin cadena". Un eje de transmisión posee varias ventajas y desventajas cuando se aplica a una bicicleta.
Ventajas [editar]
- Menos probabilidad de romperse o atascarse, un problema común con las bicicletas con transmisión de cadena.
- El uso de un sistema de engranajes ofrece un movimiento de pedalada más constante y suave.
- El conductor no se ensucia con la grasa de la cadena o se lesiona porque se engancha la cadena, lo que ocurre cuando la ropa o incluso una parte del cuerpo es atrapada entre la cadena y el plato o los piñones.
- Menor mantenimiento que un sistema de cadena cuando el árbol de transmisión está encerrado en un tubo, lo más común.
- Un rendimiento más constante. La compañía Dynamic Bicycles proclama que una bicicleta con árbol de transmisión proporciona un 94% de eficiencia donde una bicicleta con transmisión por cadena ofrece entre un 75% y un 97% dependiendo de su estado.
- Mayor visión: sin un desviador u otros mecanismos colgantes, la bicicleta ofrece el doble de visión del suelo.
- Para las compañías de alquiler de bicicletas, estás bicicletas son menos proclives a ser robadas ya que la transmisión no es estándar y no pasan desapercibidas. Este tipo de bicicleta se usa en la mayoría de las grandes ciudades de Europa donde ha habido grandes proyectos municipales de alquiler de bicis, financiados con dinero público.
Desventajas [editar]
- Un eje de transmisión pesa más que un sistema de cadena, normalmente entre medio y un kilogramo más.
- Con un mantenimiento óptimo, la cadena ofrece una eficiencia mayor.
- Muchas de las ventajas propuestas por los defensores del árbol de transmisión se pueden conseguir en las bicicletas de transmisión con una cubierta de plástico o metal sobre la cadena y las marchas.*El uso de un desviador ligero y con un gran número de marchas es imposible, aunque se puede usar un sistema de cubos.
- Quitar la rueda es muy complicado en algunos diseños (como lo es en las bicicletas de cadena con sistema de cubos).
Véase también [editar]
Referencias [editar]
Husillo
De Wikipedia, la enciclopedia libre
| | Se ha sugerido que Tuerca husillo sea fusionado en este artículo o sección. (Discusión). Una vez que hayas realizado la fusión de artículos, pide la fusión de historiales en WP:TAB/F. |

Se denomina husillo, a un tipo de tornillo, generalmente largo, y de gran diámetro, metálico o de madera, el material más utilizado es acero templado, utilizado para accionar los elementos de apriete tales como prensas o mordazas, así como para producir el desplazamiento lineal de los diferentes carros de fresadoras y tornos.
El tipo de rosca de los husillos es diferente a la de los tornillos normales, porque además de tener un paso muy grande su perfil puede ser:
- Rosca redonda rectificada :con circulación de bolas utilizada en las máquinas herramientas CNC para el desplazamiento de los carros y mesas de trabajo.
- Rosca cuadrada: utilizada para regular el apriete de elementos pequeños, tales como gatos para cambiar ruedas de automóvil, tornillos de banco, mordazas, etc. La sección del filete es cuadrada.

- Rosca trapecial ACME es el tipo de rosca más utilizada en los husillos. En esta rosca la sección del filete es un trapecio, y se utiliza en los órganos de máquinas que tengan que soportar grandes esfuerzos, como prensas, máquinas-herramientas, etc.
Veáse [editar]
Bibliografía [editar]
- Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- Varios autores (1984). Enciclopedia de Ciencia y Técnica. Salvat Editores S.A. ISBN 84-345-4490-3.
- Varios autores (1957). Diccionario enciclopédico abreviado. Madrid: Espasa Calpe S.A..
Remache
De Wikipedia, la enciclopedia libre
| | Este artículo o sección sobre tecnología necesita ser wikificado con un formato adecuado a las convenciones de estilo. Por favor, edítalo para cumplir con ellas. No elimines este aviso hasta que lo hayas hecho. ¡Colabora wikificando! |
Un remache es un cierre mecánico consistente en un tubo cilíndrico (el vástago) que en su fin dispone de una cabeza. Las cabezas tienen un diámetro mayor que el resto del remache, para que así al introducir éste en un agujero pueda ser encajado. El uso que se le da es para unir dos piezas distintas, sean o no del mismo material.

Un remache o roblón tiene forma cilíndrica, con un extra denominado cabeza de asiento, que puede, a su vez, tener distintas formas.
El remache es un tipo de accesorio para unir dos piezas, que es la misma función que tiene el tornillo, con sus diferencias: El remache generalmente es un pasador con cabeza, de metal, el cual puede ser caliente (se debe calentar primero) o frío (de un metal tan blando que se remacha en frío) Este además no es reusable como el tornillo, solo se usa una vez y trabaja de la siguiente manera: Primero se practica un barreno en las piezas a unir, este debe ser de la medida exacta del remache, en caso de ser caliente primero se calienta al rojo, se coloca en el barreno, se detiene por el lado de la cabeza, y por el otro se "remacha" es decir, se golpea tanto de manera que se achata y queda soportado por ambos lados. El remache en frío, del cual el más común es el Remache Pop, es de aluminio generalmente y consiste en un perno también, pero con la peculiaridad de ser hueco y tener atravesado una barra parecida a un clavo, con una punta hacia la parte trasera de la cabeza y punta redondeada al extremo del perno. Este se introduce también al barreno como el caliente, pero no se "remacha" a golpes, sino que, con una pinza especial en la cual se monta, se "jala" al perno por la parte de su punta, de manera que la punta redondeada de la barra hace que el perno hueco "crezca" y quede sujetado en su lugar. Un detalle muy importante de su manejo es que no admiten ajustes posteriores a su ubicación y que no soportan vibración.
Los remaches son montajes reversibles del tipo B1, y tienen la particularidad de hacer innecesario el acceso por ambas caras para su montaje. Existen diversos tipos de montajes (A, B, C) en función de la reversibilidad del proceso aditivo del que hablemos. Así, los tipo A son los más reversibles y los C los totalmente irreversibles, para los cuales deshacer la unión implica la rotura parcial o total de los materiales a unir.
Las uniones remachadas constituyen, junto con la soldadura, una forma de unión permanente de piezas. Se utiliza en la industria aeronáutica y naviera.
Véase también [editar]
Arandela
De Wikipedia, la enciclopedia libre

Una arandela es un disco delgado con un agujero, por lo común en el centro. Normalmente se utilizan para soportar una carga de apriete. Entre otros usos pueden estar el de espaciador, de resorte, dispositivo indicador de precarga y como dispositivo de seguro.
Las arandelas normalmente son de metal o de plástico. Los tornillos con cabezas de alta calidad requieren de arandelas de algún metal duro para prevenir la pérdida de pre-carga una vez que el torque es aplicado. Los sellos de hule o fibra usados en tapas y juntas para evitar la fuga de líquidos (agua, aceite, etc.) en ocasiones son de la misma forma que una arandela pero su función es distinta. Las arandelas también son importantes para prevenir la corrosión galvánica, específicamente aislando los tornillos de metal de superficies de aluminio.
En algunos países como México, a las arandelas planas se les conoce con el nombre de "rondana" o como "huacha" , asi como en Chile se les identifica como "golilla".
Tipos de arandelas [editar]


- Arandela plana.
- Arandela normal, DIN-125
- Arandela ancha, DIN-9021
- Arandela gruesa, DIN-433
- Arandelas de presión.
- Arandela Grower, DIN-129
Tambien tenemos mas tipos unos 200 tipos mas
-
- Arandela dentada.
- Forma "A", dentado externo, DIN-6798A
- Forma "J", dentado interno, DIN-6798J
- Arandela dentada.
Arandelas especiales [editar]
-
- Arandela culica (Ovarillo)
- Arandela de circlip (Seeger) para sujetar retenes
- arandela din 37280
Junta de estanqueidad
De Wikipedia, la enciclopedia libre

Se denomina junta mécanica o junta de estanqueidad a unos componentes de material adaptable que sirve para sellar bien la unión de las caras mecanizadas de los elementos de cierre de las cajas de transmisiones que llevan lubricante en su interior para evitar que haya fuga de lubricante hacia el exterior por algún pequeño defecto en el mecanizado y de las zonas de cierre u otros mecanismo que tengan presión interna como motores de explosión o compresores.
Las juntas ahorran dinero en el mecanizado de las superficies de unión porque no hace necesario que sea totalmente exacto su acoplamiento, porque la junta corrige los posibles fallos que existan en el mecanizado.
La junta de estanquidad más signifcativa que existe es la que se interpone en la unión entre el bloque de cilindros de un motor de explosión y la culata del mismo, debido a las altas temperaturas y presiones que soporta.
Siempre que se acomete una reparación donde haya instaladas juntas de estanquidad deben sustituirse por unas nuevas. Excepto la junta de culata, las demás juntas se pueden fabricar con facilidad si se dispone en el taller de la materia prima para construirlas.
El material de las juntas de estanquidad puede ser: caucho, silicona, metal blando, corcho, fieltro, fibra de vidrio o un polímero plástico (polychlorotrifluoroethylene). Las juntas para los usos específicos pueden contener asbesto
En los kits de reparación de muchos mecanismos ya vienen las juntas correspondientes.
Es generalmente deseable que la junta esté hecha de un material que sea a un cierto grado compresible tal que llene firmemente el espacio que se diseña para poder rellenar cualquier irregularidad leve del mecanizado.
Fuentes [editar]
Biela
De Wikipedia, la enciclopedia libre

Se denomina biela a un elemento mecánico sometido a esfuerzos de tracción o comprensión.
Actualmente las bielas son un elemento básico en los motores de combustión interna y en los compresores alternativos.
Contenido[ocultar] |
Partes de la biela [editar]
Se pueden distinguir tres partes en una biela valencia.
- la pata sogeroz de biela, es la parte con el agujero de menor diámetro, y en la que se introduce el casquillo a presión, en el que luego se inserta el bulón, un cilindro o tubo metálico que une la biela con el pistón.
- El cuerpo de la biela es la parte central, está sometido a esfuerzos de tracción-compresión en su eje longitudinal, y suele estar aligerado, presentando por lo general una sección en forma de doble T, y en algunos casos de cruz.
- La cabeza es la parte con el agujero de mayor diámetro, y se suele componer de dos mitades, una solidaria al cuerpo y una segunda postiza denominada sombrerete, que se une a la primera mediante tornillos.
- Entre estas dos mitades se aloja un casquillo, cojinete o rodamiento, que es el que abraza a la correspondiente muñequilla ó muñón en el cigüeñal.
Tipos de biela en función de la forma de su cabeza [editar]
En función de la forma de la cabeza de biela, y como se une a ella el sombrerete, se pueden distinguir:
- Biela enteriza: Es aquella cuya cabeza de biela no es desmontable, no existe el sombrerete. En esos casos el conjunto cigüeñal-bielas es indesmontable, o bien es desmontable porque el cigüeñal se desmonta en las muñequillas.
- Biela aligerada: Si el ángulo que forma el plano que divide las dos mitades de la cabeza de biela, no forma un ángulo recto con el plano medio de la biela, que pasa por los ejes de pie y cabeza, sino que forma un ángulo, entonces se dice que la biela es aligerada.
Materiales [editar]
Por lo general, las bielas de los motores alternativos de combustión interna se realizan en acero templado mediante forja, aunque hay motores de competición con bielas de titanio o aluminio, realizadas por operaciones de arranque de material.
Véase también [editar]
Botón (dispositivo)
De Wikipedia, la enciclopedia libre

Un botón o pulsador es un dispositivo utilizado para activar alguna función. Los botones son de diversa forma y tamaño y se encuentran en todo tipo de dispositivos, aunque principalmente en aparatos eléctricos o electrónicos. Los botones son por lo general activados al ser pulsados, normalmente con un dedo.
| | Este artículo es un miniesbozo s |
Buje
De Wikipedia, la enciclopedia libre

Un buje es una pieza de unión mecánica entre dos partes, posiblemente en movimiento o un punto de unión reforzado dónde un ensamble mecánico es acoplado a otro.
En la suspensión de un automóvil u otro vehículo, los bujes son usados para conectar varios brazos en movimiento y puntos de pivote con el chasis y otras partes de la suspensión. Con el fin de minimizar la vibración, desgaste y transmisión de ruidos frecuentemente incorporan material flexible así como goma o poliuretano. Estos bujes frecuentemente toman la forma de un cilindro anular de material flexible adentro de un casquillo o tubo exterior. También pueden tener un tubo interno para impedir que se aplaste el material flexible. Existen muchos tipos de diseños.
Otro tipo de buje es aquel que contiene un orificio con cuerda endurecido que permite que un ensamble pueda ser fijado a otro a través de un pija o tornillo. El uso de un buje puede hacer el proceso de ensamble más sencillo ya que evita la necesidad de una rondana y tuerca en el lado opuesto del material fijado. Los bujes pueden ser insertados en un material en lámina a través de riveteado.
Bulón
De Wikipedia, la enciclopedia libre

La palabra bulón se utiliza para denominar tornillos de tamaño relativamente grande, con rosca solo en la parte extrema de su cuerpo, utilizados en obras de ingeniería, maquinaria pesada, vías férreas, etcétera.
Normalmente se disponen con la correspondiente arandela, que suele ser de presión, y se manipulan mediante llaves especiales.
Término usado en Argentina y Uruguay.
Véase también [editar]
Muelle elástico
De Wikipedia, la enciclopedia libre
- «Resorte» redirige aquí. Para otras acepciones véase Resorte (desambiguación).

Se conoce como muelle o resorte a un operador elástico, que puede ser de distintos materiales como el acero al carbono, acero inoxidable, acero al cromo silicio, cromo-vanadio, bronces, plástico, etc. que es capaz de almacenar energía y desprenderse de ella sin sufrir deformación permanente cuando cesa el esfuerzo al que se le somete.
Hay resortes de muchas formas constructivas y de dimensiones muy variadas, y se emplean en una gran cantidad de aplicaciones, desde cables de conexión hasta disquetes, desde productos de uso cotidiano hasta herramientas especiales. Su propósito, con frecuencia, se adapta a las situaciones en las que se requiere aplicar una fuerza y que esta sea retornada en forma de energía, y siempre están diseñados para ofrecer resistencia o amortiguar las presiones externas.
Contenido[ocultar] |
Tipos de resortes [editar]

Hay tres tipos principales de resortes de acuerdo a los esfuerzos que soportan:
- Resortes de tracción: Estos resortes están sometidos a esfuerzos de tracción y se caracterizan por tener un gancho en sus extremos de diferentes estilos: inglés, alemán, catalán, giratorio, abierto, cerrado o de dobles espira. Estos ganchos permiten montar los resortes de tracción en todas las posiciones imaginables.

- Resortes de compresión: Estos resortes están sometidos a esfuerzos de compresión y pueden ser cilíndricos, cónicos, bicónicos, de paso fijo o cambiante.
- Resortes de torsión: Son los resortes sometidos a esfuerzos de torsión.
También hay una gran cantidad de resortes que no tienen la forma de muelle habitual, quizás la forma más conocida sea la arandela grower.

Física del resorte [editar]
Ecuación diferencial y ecuación de ondas [editar]
La manera más sencilla de analizar un resorte físicamente es mediante su modelo ideal global y bajo la suposición de que éste obedece la Ley de Hooke. Se establece así la ecuación del resorte, donde se relaciona la fuerza F ejercida por el mismo con la distancia adicional δ producida por alargamiento del siguiente modo:
, siendo

Donde k se llama constante del resorte (también constante de rigidez), Δx es la separación de su extremo respecto a su longitud natural, A la sección del cilindro imaginario que envuelve al muelle y E el módulo de elasticidad del muelle (no confundir con el módulo de elasticidad del material. La energía de deformación o energía potencial elástica Uk asociada al estiramiento del muelle viene dada por la siguiente ecuación:

Es importante notar que la k antes definida depende de la longitud del muelle y de su constitución. Definiremos ahora una constante intrínseca del resorte independiente de la longitud de este y estableceremos así la ley diferencial constitutiva de un muelle. Multiplicando k por la longitud total, y llamando al producto ki o k intrínseca, se tiene:
ki = AE
donde

Llamaremos F(x) a la fuerza que soporta una sección del muelle a una distancia x del origen de coordenadas, kΔx a la constante de un pequeño trozo de muelle de longitud Δx a la misma distancia y δΔx al alargamiento de ese pequeño trozo en virtud de la aplicación de la fuerza F(x). Por la ley del muelle completo:

Tomando el límite:

que por el principio de superposición resulta:

Si además suponemos que tanto la sección como el módulo de elasticidad pueden variar con la distancia al origen, la ecuación queda:

Que es la ecuación diferencial completa del muelle. Si se integra para todo x, de obtiene como resultado el valor del alargamiento unitario total. Normalmente puede considerarse F(x) constante e igual a la fuerza total aplicada. Cuando F(x) no es constante y se incluye en el razonamiento la inercia de éste, se llega a la ecuación de onda unidimensional que describe los fenómenos ondulatorios.
Supongamos, por simplicidad, que tanto la sección del resorte, como su densidad (entendiendo densidad como la masa de un tramo de muelle dividida por el volumen del cilindro imaginario envolvente) y su módulo de elasticidad son constantes a lo largo del mismo y que el resorte es cilíndrico. Llamemos 
dm = ρAdx
Aplicando la segunda ley de Newton a ese tramo:

Es decir:

Por otro lado es sencillo deducir que

Al introducir, por tanto, esta expresión en la ecuación diferencial del muelle antes deducida, se llega a:

Derivando esta expresión respecto a x se obtiene:

Juntando la expresión temporal con la expresión espacial se deduce finalmente la ecuación general de un muelle cilíndrico de sección, densidad y elasticidad constantes, que coincide exactamente con la ecuación de onda longitudinale:

De la que se deduce la velocidad de propagación de perturbaciones en un muelle ideal como:

Para un muelle de densidad variable, módulo de elasticidad variable y sección de la envolvente variable, la ecuación generalizada de las perturbaciones es la que sigue:
![\frac{{\partial}^2\Psi\left(x,t\right)}{{\partial t}^2}=\frac{1}{\rho \left(x\right)}\left[\frac{\partial A\left(x\right)}{\partial x}\frac{E\left(x\right)}{A\left(x\right)}+\frac{\partial E\left(x\right)}{\partial x}\right]\frac{\partial\Psi\left(x,t\right)}{\partial x}+\frac{E\left(x\right)}{\rho \left(x\right)}\frac{{\partial}^2\Psi\left(x,t\right)}{{\partial x}^2}](https://lh3.googleusercontent.com/blogger_img_proxy/AEn0k_s4klL6qOVFLwiLRvFCtFMfVqHPR99k9a8Eh_kchJiVxeXvme4QJC4Z83Ba6TeqoDUrtIYb73xhfxIip7ABWQIipgSyn6l9SzqEXF567XIlUBXkukUaySEFaeZgopnTDwoPKI_DK8cXiUh5eWj0Yw=s0-d)
En un resorte de estas características, la onda viajera cambiaría su velocidad y, por tanto, su longitud de onda a lo largo del recorrido. Además, en unas zonas del muelle su amplitud sería mayor que en otras.
En el análisis de un resorte real, aparecen también ondas longitudinales, transversales y de torsión lo largo y ancho de las espira que se propagan a una velocidad que depende de la raiz cuadrada del módulo de elasticidad E del material para las longitudinales del módulo de elasticidad transversal G del material para las transversales y del módulo de torsión de la espira para las de torsión, divididas todas por la densidad del material.
Soluciones a la ecuación de ondas en un muelle [editar]
La solución general a la ecuación en derivadas parciales del muelle simplificado de longitud infinita se describe a continuación. Dadas las condiciones iniciales:


donde 


Tal solución admite que F y G puedan ser cualquier clase de funciones contínuas 


Para un muelle de longitud finita L con sus extremos anclados, el problema se convierte en uno de contorno que puede resolverse mediante separación de variables con la teoría de Sturm-Liouville. Dadas unas condiciones iniciales como las anteriormente descritas y unas condiciones de contorno de extremos fijos. Las condiciones iniciales pueden desarrollarse en una serie de Fourier de la siguiente forma:


En donde los coeficientes de Fourier se obtienen tras integrar las funciones f y g como sigue:


para n = 1,2,...
La solución a este problema queda escrita como sigue:


Véase también [editar]
Enlaces externos [editar]
Wikimedia Commons alberga contenido multimedia sobre resortes.Commons
- Institute of Spring Technology.
Manivela
De Wikipedia, la enciclopedia libre

Se denomina manivela a la pieza generalmente de hierro compuesta de dos ramas, una de las cuales se fija por un extremo en el eje de una máquina, de una rueda, etc. y la otra forma el mango que sirve para mover al brazo, la máquina o la rueda. Puede servir también para efectuar la transformación inversa del movimiento circular en movimiento rectilíneo.[1] Cuando se incorporan varias manivelas a un eje, éste se denomina cigüeñal.
El mecanismo de biela y manivela es extensamente empleado en diversa máquinas, fundamentalmente para transformar el movimiento alternativo de los pistones de un motor de combustión interna en movimiento rotatorio de otros componentes.
Referencias [editar]
Elementos de máquinas
De Wikipedia, la enciclopedia libre
Una maquina esta compuesta por una serie de elementos más simples que la constituyen, pudiendo definir como elementos de máquinas todas aquellas piezas o elementos más sencillos que correctamente ensamblados constituyen una maquina completa y en funcionamiento.

Estos elementos de maquinas, no tienen que ser necesariamente sencillos, pero si ser reconocible como elemento individual fuera de la maquina que forma parte o de las maquinas de las que puede formar parte.
Contenido[ocultar] |
Tipos de elementos para maquinas [editar]
Según la tecnología a la que cada uno de estos elementos puede formar parte, podemos distinguir:
Mecánicos [editar]
Mecánicos: son las piezas de metal o de otros materiales que constituyen los elementos de la maquina, podemos diferenciar:
- Elementos mecánicos constitutivos: son los elementos que forman la estructura y forma de la maquina:
- Bancada
- Bastidor
- Soportes
- Carros móviles
- Elementos de unión: son los que unen los distintos elementos de la maquina:
- Elementos de transmisión: son los que trasmiten el movimiento y lo regulan o modifican según el caso:
- Arboles de transmisión
- Engranaje
- Husillo
- Cadenas y correas de transmisión
- Balancin
- Elementos de pivotar y rodadura: son los elementos que permiten el giro deslizamiento o pivotaje de los elementos móviles, sin demasiado desgaste ni producción de calor:
- Cojinete
- Rodamiento
- Resbaladera
- Quicionera
Neumáticos [editar]
Neumáticos: Son los elementos que funcionan o hacen funcionar o regulan por aire comprimido:
- Válvulas
- Cilindros neumáticos
- Turbinas neumáticas
Hidráulicos [editar]
Hidráulicos: Son los elementos que funcionan hacen funcionar o regulas la circulación de un liquido, normalmente aceite hidráulico.
- Válvulas hidráulicas
- Cilindro hidráulico
Eléctricos [editar]
Eléctricos: son los elementos que se basan en la tecnología eléctrica, y que podríamos dividir:
- Generadores de movimiento: son los que alimentándose por una corriente eléctrica dan lugar a un movimiento mecánico:
- Motores: que dan lugar a un movimiento giratorio
- Solenoides: que dan lugar a un movimiento lineal, de longitud limitada
- De control y maniobra, que permiten la regulación de otros elementos eléctricos:
- Pulsador
- Interruptor
- Conmutador
- Relé
- Contactor
Electrónicos [editar]
Bibliografía [editar]
- Elementos de máquinas (1979)
- Autor: Decker, Karl
- Editor: Urmo, S.A. de Ediciones
- ISBN 84-314-0340-3
- Contribución al estudio del calentamiento de las máquinas eléctricas rotativas mediante el método de los elementos finitos : aplicación a la máquina de inducción (1995)
- Autor: Jiménez Moreno, Graciano
- Editor: Ediciones de la Universidad de Castilla-La Mancha
- ISBN 84-88255-70-5
- Formulario de elementos de máquinas (1981)
- Autor: Pareto Martí, Luis
- Editor: Grupo Editorial CEAC, S. A.
- ISBN 84-329-3503-4
- Elementos para la construcción de máquinas (1995)
- Autor: Porras Piedra, Andrés, [ et. al. ]
- Editor: Universidad de Castilla-La Mancha. Escuela Universitaria de Ingeniería Técnica Agrícola (Ciudad Real)
- ISBN 84-8250-006-6
- Montaje ajuste y verificación de elementos de máquinas (1981)
- Autor: Schrock, J.
- Editor: Editorial Reverté, S.A.
- ISBN 84-291-6075-2
- Proyecto de elementos de máquinas (2005)
- Autor: Spotts, M. F.
- Editor: Editorial Reverté, S.A.
- ISBN 84-291-6086-8
- Elementos de máquinas (1997)
- Autor: Ramón Moliner, Pedro; Martell Pérez, Joaquín; Rodríguez de Torres, Alejandro
- Editor: Universidad Nacional de Educación a Distancia
- ISBN 84-362-0652-5
- Maquinaria de obras públicas : introducción : elementos comunes de las máquinas (1999)
- Autor: Barbert Llorent, Pedro
- Editor: Editorial Club Universitario
- ISBN 84-95015-90-0
- Análisis de la funcionalidad de los elementos de máquinas (2000)
- Autor: Castany Valeri, Javier; Fernández Cuello, Angel; Serraller Sánchez, Francisco
- Editor: Prensas Universitarias de Zaragoza
- ISBN 84-7733-544-3
- Elementos de máquinas, excéntricas y levas (1998)
- Autor: Pueyo Echevarría, Javier
- Editor: Pueyo Echevarría, Javier
- ISBN 84-932386-0-0
- Criterios de diseño de máquinas y sus elementos. Casos prácticos (2002)
- Autor: Castany Valeri, Javier; Javierre Lardiés, Carlos
- Editor: Prensas Universitarias de Zaragoza
- ISBN 84-7733-610-5
- Maquinarias de obras públicas I : introducción elementos comunes de las máquinas (2003)
- Autor: Barber Lloret, Pedro
- Editor: Editorial Club Universitario
- ISBN 84-8454-195-9
- Elementos esenciales de las máquinas alternativas de vapor utilizadas en los correillos (1912-1950) (2002)
- Autor: Gómez Gómez, Juan Imeldo; Rodríguez Díaz, José Antonio; González Almeida, José Agustín
- Editor: Universidad de La Laguna. Departamento Ciencias y Técnicas de la Navegación
- ISBN 84-95847-19-1
- Criterios de diseño de máquinas y sus elementos : casos prácticos (2003)
- Autor: Castany Valeri, Javier; Javierre Lardiés, Carlos
- Editor: Onyx 21 Editorial; Prensas Universitarias de Zaragoza
- ISBN 84-95901-95-1
- Elementos de máquinas : teoría y problemas (2003)
- Autor: Cortizo Rodríguez, José L., [ et. al. ]
- Editor: Universidad de Oviedo. Servicio de Publicaciones
- ISBN 84-8317-370-0
- Elementos de máquinas (2007)
- Autor: López de Lacalle Marcaide, Luis Norberto; Angulo Duque, Carlos; Agirrebeitia Zelaia, Josu
- Editor: Escuela Superior de Ingenieros de Bilbao
- ISBN 84-95809-27-3
Taladradora
De Wikipedia, la enciclopedia libre
- «Taladro» redirige aquí. Para otras acepciones véase Taladro (desambiguación).

La taladradora es la máquina herramienta donde se mecanizan la mayoría de los agujeros que se hacen a las piezas en los talleres mecánicos. Destacan estas máquinas por la sencillez de su manejo. Tienen dos movimientos: El de rotación de la broca que le imprime el motor eléctrico de la máquina a través de una transmisión por poleas y engranajes, y el de avance de penetración de la broca, que puede realizarse de forma manual sensitiva o de forma automática, si incorpora transmisión para hacerlo.
Se llama taladrar a la operación de mecanizado que tiene por objeto producir agujeros cilíndricos en una pieza cualquiera, utilizando como herramienta una broca. La operación de taladrar se puede hacer con un taladro portátil, con una máquina taladradora, en un torno, en una fresadora, en un centro de mecanizado CNC o en una mandrinadora.
De todos los procesos de mecanizado, el taladrado es considerado como uno de los procesos más importantes debido a su amplio uso y facilidad de realización, puesto que es una de las operaciones de mecanizado más sencillas de realizar y que se hace necesario en la mayoría de componentes que se fabrican.
Las taladradoras descritas en este artículo, se refieren básicamente a las utilizadas en las industrias metalúrgicas para el mecanizado de metales, otros tipos de taladradoras empleadas en la cimentaciones de edificios y obras públicas así como en sondeos mineros tienen otras características muy diferentes y serán objeto de otros artículos específicos.
Historia [editar]

El precursor del taladrado fue probablemente el molinillo de hacer fuego. Consistía en una varilla cilíndrica de madera, cuyo sistema de giro fue desarrollándose progresivamente, primero accionando con las palmas de las manos, después mediante un cordel arrollado a la varilla del que se tiraba alternativamente de sus extremos, según figura en un grabado egipcio de 1440 a. C.
Un procedimiento muy antiguo para taladrar piedra, según un bajorelieve egipcio de 2700 a. C. consistía en un robusto eje que llevaba inserto una punta de pedernal para taladrar y en la parte superior un mango para facilitar el giro y la incorporación de dos macetas para regular el giro.
Con el descubrimiento del arco de violín se produjo un adelanto para conseguir el movimiento de giro. El sistema consiste en arrollar una cuerda, al eje porta brocas, atada por sus extremos a un arco de madera, que con el impulso de la mano del hombre, hace girar la pieza en movimiento de vaivén.

Otro sistema muy utilizado fue el berbiquí de cuerda, que consiste en un eje porta herramienta de madera que lleva incorporado un volante de inercia. A dicho eje se arrolla una cuerda atada por sus extremos a un travesaño que impulsado por la mano del hombre se consigue un giro alternativo.
El antiguo berbiquí de carpintero construido de madera, fue evolucionando en el tiempo. El berbiquí de eje porta herramientas de acero roscado, lleva incorporado en dicho eje una cabeza giratoria con un alojamiento cuadrado, donde se acopla la broca y un carrete tuerca, produciéndose un giro de vaivén, cuando se ejerce una presión longitudinal.
El berbiquí de giro continuo representa un avance sobre el anterior, lográndose el giro mediante el roscado en el eje porta brocas, de dos filetes helicoidales en sentido contrario, incorporándose en un extremo del carrete, una tuerca a izquierdas y en el opuesto otro a derechas.
El berbiquí de giro continuo, construido por Heyerhoff accionado por manivela y juego de engranajes representó un importante avance. Se construyeron taladros de sobremesa accionados manualmente con manivela y versiones de regulador de bolas y juego de engranajes. A partir del siglo XV, se utiliza la energía hidráulica para taladrar gruesos troncos de madera destinados a diversos fines, entre otros a tuberías para conducir el agua. A finales del siglo XV, Leonardo da Vinci diseña un taladro horizontal para taladros profundos.[1]
John Wilkinson en 1775 construyó, por encargo de Watt, una mandrinadora más avanzada técnicamente y de mayor precisión, accionada igual que las anteriores por medio de una rueda hidráulica. Con esta máquina, equipada con un ingenioso cabezal giratorio y desplazable, se consiguió un error máximo: “del espesor de una moneda de seis peniques en un diámetro de 72 pulgadas”, tolerancia muy grosera pero suficiente para garantizar el ajuste y hermetismo entre pistón y cilindro.
Ante la necesidad de taladrar piezas de acero, cada vez más gruesas, Nasmyth fue el primero que construyó hacia 1838, un taladro de sobremesa totalmente metálico, con giro de eje portabrocas accionado a mano o por transmisión. Algunos años después, en 1850, Whitworth fabricó el primer taladro de columna accionado por transmisión a correa y giro del eje porta brocas, a través de un juego de engranajes cónicos. Llevaba una mesa porta piezas regulable verticalmente mediante el sistema de piñón cremallera. En 1860 se produce un acontecimiento muy importante para el taladrado, al inventar el suizo Martignon la broca helicoidal. El uso de estas brocas se generalizó rápidamente, puesto que representaba un gran avance en producción y duración de la herramienta con relación a las brocas punta de lanza utilizadas hasta la citada fecha.
La necesidad de taladrar piezas pesadas y voluminosas dio lugar a la construcción de un taladro radial por Sharp, Roberts & Co, hacia el año 1851. A partir de 1898, con el descubrimiento del acero rápido por parte de Taylor y White, se fabrican nuevas herramientas con las que se triplica la velocidad periférica de corte, aumentando la capacidad de desprendimiento de viruta, del orden de siete veces, utilizando máquinas adaptadas a las nuevas circunstancias.
El sistema de generación polifásico de Tesla en 1887 hizo posible la disponibilidad de la electricidad para usos industriales, consolidándose como una nueva fuente de energía capaz de garantizar el formidable desarrollo industrial del siglo XX. Aparece justo en el momento preciso, cuando las fuentes de energía del siglo XIX se manifiestan insuficientes. Los motores de corriente continua fabricados a pequeña escala, y los de corriente alterna, reciben un gran impulso a principios de siglo, reemplazando a las máquinas de vapor y a las turbinas que accionaban hasta ese momento las transmisiones de los talleres industriales. Poco después, muy lenta pero progresivamente, se acoplan directamente de forma individualizada a la máquina-herramienta.
La exigencia de calidad y la fuerte evolución productiva del automóvil contribuyeron al desarrollo de la máquina-herramienta, la metrología y la aplicación de los procedimientos de fabricación en serie. La fabricación de piezas intercambiables aumenta constantemente, y se hace necesario mejorar las prestaciones de matricería y utillaje. Para dar respuesta al problema, el ingeniero suizo Prrenond Jacot diseña y fabrica una punteadora vertical con mesa de coordenadas polares, en la que se ejecutan operaciones con una precisión jamás lograda hasta entonces.
En 1908 Henry Ford fabrica el primer automóvil producido en serie, modelo T, y en 1911 instala el primer transportador en cadena en Highland Park, iniciando la producción en masa. Se perfeccionan una gran cantidad de máquinas-herramienta adaptadas a las características exigidas por la industria del automóvil.
Desde principios del siglo XX hasta el nacimiento del control numérico (CN) e incluso después, se mantienen prácticamente en todas las máquinas las formas arquitectónicas que, en este sentido, alcanzaron su plenitud a finales del siglo XIX. Sin embargo evolucionaron y se construyeron otras más potentes, rígidas, automáticas y precisas, pudiendo alcanzar mayores velocidades de giro, con la incorporación a los cabezales de cojinetes o rodamientos de bolas; contribuyendo rentablemente al extraordinario incremento de productividad logrado por la industria en general y en especial por la automovilística y aeronáutica.
Esta evolución fue debida fundamentalmente, por un lado, al descubrimiento de nuevas herramientas de corte como: carburo de silicio, acero rápido y, a partir de 1926, se produce otro avance importante con el descubrimiento por parte de la empresa alemana Krupp del carburo cementado metal duro, presentado en la feria de Leipzig en 1927 con la denominación de Widia. Por otro lado se registra la automatización de diversos movimientos mediante la aplicación de motores eléctricos, sistemas hidráulicos, neumáticos y eléctricos.
A partir de 1925 en Estados Unidos las revistas especializadas tratan de las unidades autónomas de mecanizado y nace la noción de transferencia de las piezas a mecanizar. Teniendo en cuenta que, salvo algunas excepciones, todas las operaciones de mecanizado que combinan la rotación de una herramienta con un movimiento de avance se pueden realizar con estas unidades; se ha descubierto la máquina ideal para que, dispuesta en línea, pueda realizar distintas operaciones mediante transferencia de la pieza a mecanizar. A partir del año 1945 las fábricas de automóviles utilizan de manera generalizada máquinas transfer, compuestas de unidades autónomas, en el mecanizado de bloques y culatas.
La electrónica -y la informática que está soportada por la primera- han provocado una nueva revolución industrial. El punto de partida hay que situarlo en 1945, cuando dos científicos de la Universidad de Pennsilvanya, John W. Manclhy y J. Presper Ecker crearon la primera computadora electrónica digital que ha funcionado realmente en el mundo. Se denominó ENAC, era voluminosa, consumía mucha energía y era difícil de programar, pero funcionaba.
En 1948, John T. Parsons inicia la aplicación del control numérico a la máquina-herramienta, con el objeto de resolver el problema del fresado de superficies complejas tridimensionales para la aeronáutica. En 1949 Parson contrató con el Instituto Tecnológico de Massachussets el diseño de los servomecanismos de control para una fresadora. En 1952 funcionaba un control experimental, aplicado a una fresadora Cincinnati. La programación utilizaba un código binario sobre cinta perforada, y la máquina ejecutaba movimientos simultáneos coordinados sobre tres ejes. En 1955 se presentan unas pocas máquinas en la Feria de Chicago, gobernadas por tarjetas y cintas perforadas La U.S. Air Force se interesa por el sistema y formula un pedido de 170 máquinas-herramienta por valor de cincuenta millones de dólares, beneficiándose del mismo varios prestigiosos fabricantes americanos. Pero los modelos desarrollados durante los años cincuenta y sesenta fueron poco eficaces y resultaron muy caros.
Fue a partir de la década de 1960, con el desarrollo de la microelectrónica, cuando el CN pasa a ser (CNC) por la integración de una computadora en el sistema. Pero definitivamente fue durante los años ochenta cuando se produce la aplicación generalizada del CNC, debido al desarrollo de la electrónica y la informática, provocando una revolución donde en 2007 todavía estamos inmersos.[2]
Proceso de taladrado [editar]
El taladrado es un término que cubre todos los métodos para producir agujeros cilíndricos en una pieza con herramientas de arranque de viruta. Además del taladrado de agujeros cortos y largos, también cubre el trepanado y los mecanizados posteriores tales como escariado, mandrinado, roscado y brochado. La diferencia entre taladrado corto y taladrado profundo es que el taladrado profundo es una técnica específica diferente que se utiliza para mecanizar agujeros donde su longitud es varias veces más larga(8-9) que su diámetro.
Con el desarrollo de brocas modernas el proceso de taladrado ha cambiado de manera drástica, porque con las brocas modernas se consigue que un taladro macizo de diámetro grande se pueda realizar en una sola operación, sin necesidad de un agujero previo, ni de agujero guía, y que la calidad del mecanizado y exactitud del agujero evite la operación posterior de escariado.
Como todo proceso de mecanizado por arranque de viruta la evacuación de la misma se torna crítica cuando el agujero es bastante profundo, por eso el taladrado está restringido según sean las características del mismo. Cuanto mayor sea su profundidad, más importante es el control del proceso y la evacuación de la viruta.[3]
Producción de agujeros [editar]
Los factores principales que caracterizan un agujero desde el punto de vista de su mecanizado son:
- Diámetro
- Calidad superficial y tolerancia
- Material de la pieza
- Material de la broca
- Longitud del agujero
- Condiciones tecnológicas del mecanizado
- Cantidad de agujeros a producir
- Sistema de fijación de la pieza en el taladro.
Tipos de agujeros [editar]
La casi totalidad de agujeros que se realizan en las diferentes taladradoras que existen guardan relación con la tornillería en general, es decir la mayoría de agujeros taladrados sirven para incrustar los diferentes tornillos que se utilizan para ensamblar unas piezas con otras de los mecanismos o máquinas de las que forman parte.
Según este criterio hay dos tipos de agujeros diferentes los que son pasantes y atraviesan en su totalidad la pieza y los que son ciegos y solo se introducen una longitud determinada en la pieza sin llegarla a traspasar, tanto unos como otros pueden ser lisos o pueden ser roscados.
Respecto de los agujeros pasantes que sirven para incrustar tonillos en ellos los hay de entrada avellanada, para tornillos de cabeza plana, agujeros de dos diámetros para insertar tornillos allen y agujeros cilíndricos de un solo diámetro con la cara superior refrentada para mejorar el asiento de la arandela y cabeza del tornillo. El diámetro de estos agujeros corresponde con el diámetro exterior que tenga el tornillo.
Respecto de los agujeros roscados el diámetro de la broca del agujero debe ser la que corresponda de acuerdo con el tipo de rosca que se utilice y el diámetro nominal del tornillo. En los tornillos ciegos se debe profundizar más la broca que la longitud de la rosca por problema de la viruta del macho de roscar
 |
Parámetros de corte del taladrado [editar]
Los parámetros de corte fundamentales que hay que considerar en el proceso de taladrado son los siguientes:
- Elección del tipo de broca más adecuado
- Sistema de fijación de la pieza
- Velocidad de corte (Vc) de la broca expresada de metros/minuto
- Diámetro exterior de la broca u otra herramienta
- Revoluciones por minuto (rpm) del husillo portabrocas
- Avance en mm/rev, de la broca
- Avance en mm/mi de la broca
- Profundidad del agujero
- Esfuerzos de corte
- Tipo de taladradora y accesorios adecuados
Velocidad de corte [editar]
Se define como velocidad de corte la velocidad lineal de la periferia de la broca u otra herramienta que se utilice en la taladradora (Escariador, macho de roscar, etc). La velocidad de corte, que se expresa en metros por minuto (m/min), tiene que ser elegida antes de iniciar el mecanizado y su valor adecuado depende de muchos factores, especialmente de la calidad y tipo de broca que se utilice, de la dureza y la maquinabilidad que tenga el material que se mecanice y de la velocidad de avance empleada. Las limitaciones principales de la máquina son su gama de velocidades, la potencia de los motores y de la rigidez de la fijación de la pieza y de la herramienta.
A partir de la determinación de la velocidad de corte se puede determinar las revoluciones por minuto que tendrá el husillo portafresas según la siguiente fórmula:

Donde Vc es la velocidad de corte, n es la velocidad de rotación de la herramienta y Dc es el diámetro de la herramienta.
La velocidad de corte es el factor principal que determina la duración de la herramienta. Una alta velocidad de corte permite realizar el mecanizado en menos tiempo pero acelera el desgaste de la herramienta. Los fabricantes de herramientas y prontuarios de mecanizado, ofrecen datos orientativos sobre la velocidad de corte adecuada de las herramientas para una duración determinada de la herramienta, por ejemplo, 15 minutos. En ocasiones, es deseable ajustar la velocidad de corte para una duración diferente de la herramienta, para lo cual, los valores de la velocidad de corte se multiplican por un factor de corrección. La relación entre este factor de corrección y la duración de la herramienta en operación de corte no es lineal.[4]
La velocidad de corte excesiva puede dar lugar a:
- Desgaste muy rápido del filo de corte de la herramienta.
- Deformación plástica del filo de corte con pérdida de tolerancia del mecanizado.
- Calidad del mecanizado deficiente.
La velocidad de corte demasiado baja puede dar lugar a:
- Formación de filo de aportación en la herramienta.
- Efecto negativo sobre la evacuación de viruta.
- Baja productividad.
- Coste elevado del mecanizado.
Velocidad de rotación de la broca [editar]
La velocidad de rotación del husillo portaborcas se expresa habitualmente en revoluciones por minuto (rpm). En las taladradoras convencionales hay una gama limitada de velocidades, que dependen de la velocidad de giro del motor principal y del número de velocidades de la caja de cambios de la máquina. En las taladradoras de control numérico, esta velocidad es controlada con un sistema de realimentación que habitualmente utiliza un variador de frecuencia y puede seleccionarse una velocidad cualquiera dentro de un rango de velocidades, hasta una velocidad máxima.
La velocidad de rotación de la herramienta es directamente proporcional a la velocidad de corte y al diámetro de la herramienta.

Velocidad de avance [editar]
El avance o velocidad de avance en el taladrado es la velocidad relativa entre la pieza y la herramienta, es decir, la velocidad con la que progresa el corte. El avance de la herramienta de corte es un factor muy importante en el proceso de taladrado.
Cada broca puede cortar adecuadamente en un rango de velocidades de avance por cada revolución de la herramienta, denominado avance por revolución (frev). Este rango depende fundamentalmente diámetro de la broca, de la profundidad del agujero, además del tipo de material de la pieza y de la calidad de la broca. Este rango de velocidades se determina experimentalmente y se encuentra en los catálogos de los fabricantes de brocas. Además esta velocidad está limitada por las rigideces de las sujeciones de la pieza y de la herramienta y por la potencia del motor de avance de la máquina. El grosor máximo de viruta en mm es el indicador de limitación más importante para una broca. El filo de corte de las herramientas se prueba para que tenga un valor determinado entre un mínimo y un máximo de grosor de la viruta.
La velocidad de avance es el producto del avance por revolución por la velocidad de rotación de la herramienta.

Al igual que con la velocidad de rotación de la herramienta, en las taladradoras convencionales la velocidad de avance se selecciona de una gama de velocidades disponibles, mientras que las taladradoras de control numérico pueden trabajar con cualquier velocidad de avance hasta la máxima velocidad de avance de la máquina.
Efectos de la velocidad de avance
- Decisiva para la formación de viruta
- Afecta al consumo de potencia
- Contribuye a la tensión mecánica y térmica
La elevada velocidad de avance da lugar a:
- Buen control de viruta
- Menor tiempo de corte
- Menor desgaste de la herramienta
- Riesgo más alto de rotura de la herramienta
- Elevada rugosidad superficial del mecanizado.
La velocidad de avance baja da lugar a:
- Viruta más larga
- Mejora de la calidad del mecanizado
- Desgaste acelerado de la herramienta
- Mayor duración del tiempo de mecanizado
- Mayor coste del mecanizado
Tiempo de mecanizado [editar]
Para poder calcular el tiempo de mecanizado de un taladro hay que tener en cuenta la longitud de aproximación y salida de la broca de la pieza que se mecaniza. La longitud de aproximación depende del diámetro de la broca.

Fuerza específica de corte [editar]
La fuerza de corte es un parámetro necesario para poder calcular la potencia necesaria para efectuar un determinado mecanizado. Este parámetro está en función del avance de la broca , de la velocidad de corte, de la maquinabilidad del material, de la dureza del material, de las características de la herramienta y del espesor medio de la viruta. Todos estos factores se engloban en un coeficiente denominado Kx. La fuerza específica de corte se expresa en N/mm2.[5]
Potencia de corte [editar]
La potencia de corte Pc necesaria para efectuar un determinado mecanizado se calcula a partir del valor del volumen de arranque de viruta, la fuerza específica de corte y del rendimiento que tenga la taladradora. Se expresa en kilovatios (kW).
Esta fuerza específica de corte Fc, es una constante que se determina por el tipo de material que se está mecanizando, geometría de la herramienta, espesor de viruta, etc.
Para poder obtener el valor de potencia correcto, el valor obtenido tiene que dividirse por un determinado valor (ρ) que tiene en cuenta la eficiencia de la máquina. Este valor es el porcentaje de la potencia del motor que está disponible en la herramienta puesta en el husillo.

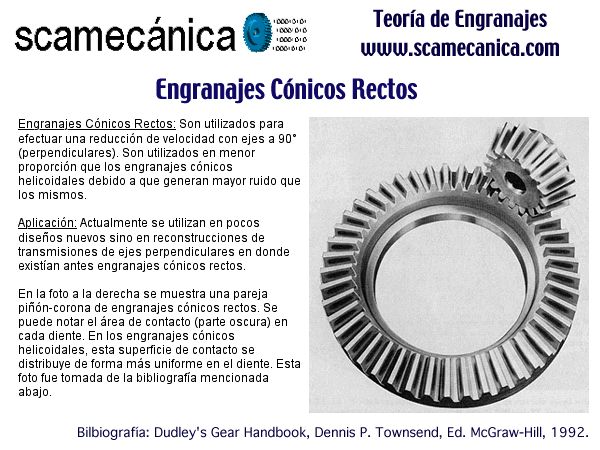{kind=link}
{kind=link}
donde
- Pc es la potencia de corte (kW)
- Ac es el diámetro de la broca (mm)
- f es la velocidad de avance (mm/min)
- Fc es la fuerza específica de corte (N/mm2)
- ρ es el rendimiento o la eficiencia de la máquina
Tipos de máquinas taladradoras [editar]
Las máquinas taladradoras se pueden reunir en seis grupos separados:
- Taladradoras sensitivas
- Taladradoras de columnas
- Taladradoras radiales
- Taladradoras de torreta
- Taladradora de husillos múltiples
- Centros de mecanizado CNC
Taladradoras sensitivas [editar]

Corresponden a este grupo las taladradoras de accionamiento eléctrico o neumático más pequeñas. La mayoría de ellas son portátiles y permiten realizar agujeros de pequeño diámetro y sobre materiales blandos. Básicamente tienen un motor en cuyo eje se acopla el portabrocas y son presionadas en su fase trabajo con la fuerza del operario que las maneja. Pueden tener una sola o varias velocidades de giro. Hay pequeñas taladradoras sensitivas que van fijas en un soporte de columna con una bancada para fijar las piezas a taladrar. Las taladradoras sensitivas portátiles son muy usadas en tareas domésticas y de bricolaje.
Taladradoras de columna [editar]
Estas máquinas se caracterizan por la rotación de un husillo vertical en una posición fija y soportado por un bastidor de construcción, tipo C modificado. La familia de las máquinas taladradoras de columna se componen de las taladradora de columna con avance regulado por engranajes, la taladradora de producción de trabajo pesado, la taladradora de precisión, y la taladradora para agujeros profundos.
Los taladros de columna de avance por engranaje son característicos de esta familia de máquinas y se adaptan mejor para ilustrar la nomenclatura. Los componentes principales de la maquina son los siguientes

- Bancada: es el armazón que soporta la máquina, consta de una base o pie en la cual va fijada la columna sobre la cual va fijado el cabezal y la mesa de la máquina que es giratoria en torno a la columna.
- Motor: estas máquinas llevan incorporado un motor eléctrico de potencia variable según las capacidades de la máquina.
- Cabezal: es la parte de la máquina que aloja la caja de velocidades y el mecanismo de avance del husillo. El cabezal portabrocas se desliza hacia abajo actuando con unas palancas que activan un mecanismo de piñón cremallera desplazando toda la carrera que tenga la taladradora, el retroceso del cabezal es automático cuando cede la presión sobre el mismo.
El avance de taladrado automático de trabajo está regulado en mm/revolución de el eje.
- Poleas de transmisión: el movimiento del motor al husillo, se realiza mediante correas que enlazan dos poleas escalonadas con las que es posible variar el número de revoluciones de acuerdo a las condiciones de corte del taladrado y el husillo portabrocas. Hay taladradoras que además de las poleas escalonadas incorporan una caja de engranajes para regular las velocidades del husillo y del avance de penetración.
- Nonio: las taladradoras disponen de un nonio con el fin de controlar la profundidad del taladrado. Este nonio tiene un tope que se regula cuando se consigue la profundidad deseada.
- Husillo: está equipado con un agujero cónico para recibir el extremo cónico de las brocas, o del portabrocas que permite el montaje de brocas delgadas , o de otras herramientas de corte que se utilicen en la maquina, tales como machos o escariadores.
- Mesa: está montada en la columna y se la puede levantar o bajar y sujetar en posición para soportar la pieza a la altura apropiada para permitir taladrar en la forma deseada.
Taladradoras radiales [editar]
Estas máquinas se identifican por el brazo radial que permite la colocación de la cabeza a distintas distancias de la columna y además la rotación de la cabeza alrededor de la columna. Con esta combinación de movimiento de la cabeza, se puede colocar y sujetar el husillo para taladrar en cualquier lugar dentro del alcance de la maquina, al contrario de la operación de las maquinas taladradoras de columna, las cuales tienen una posición fija del husillo. Esta flexibilidad de colocación del husillo hace a los taladros radiales especialmente apropiados para piezas grandes, y, por lo tanto, la capacidad de los taladros radiales como clase es mayor que la de los taladros de columna. El peso de la cabeza es un factor importante para conseguir una precisión de alimentación eficiente sin una tensión indebida del brazo. Los principales componentes del taladro radial son:
- Base: es la parte básica de apoyo para la máquina y que también soporta a la pieza durante las operaciones de taladro. Los taladros radiales están diseñados principalmente para piezas pesadas que se montan mejor directamente sobre la base de la máquina. Algunas máquinas incluso tienen bases agrandadas para permitir el montaje de dos o más piezas al mismo tiempo para que no se tenga que interrumpir la producción en tanto se retira una pieza y se coloca otra en su lugar.
- Columna: es una pieza de forma tubular , y que gira alrededor de, una columna rígida (tapada) montada sobre la base.
- Brazo: soporta al motor y el cabezal, corresponde a la caja de engranajes de la maquina de columna. Se puede mover hacia arriba y hacia abajo sobre la columna y sujetarse a cualquier altura deseada.
- Cabezal: contiene todos los engranajes para las velocidades y para los avances y así como los controles necesarios para los diferentes movimientos de la máquina. Se puede mover hacia adentro o hacia fuera del brazo y sujetar en posición el husillo de taladrar a cualquier distancia de la columna. Este movimiento, combinado con la elevación, descenso y rotación del brazo, permite taladrar a cualquier punto dentro de la capacidad dimensional de la máquina.
Los taladros radiales son considerados como las taladradoras más eficientes y versátiles. Estas máquinas proporcionan una gran capacidad y flexibilidad de aplicaciones a un costo relativamente bajo. Además, la preparación es rápida y económica debido a que, pudiéndose retirar hacia los lados tanto el brazo como la cabeza, por medio de una grúa, se pueden bajar directamente las piezas pesadas sobre la base de la maquina. En algunos casos, cuando se trata usualmente de piezas grandes, los taladros radiales van montados realmente sobre rieles y se desplazan al lado de las piezas para eliminar la necesidad de un manejo y colocación repetidos. Los taladros radiales montados en esta forma son llamados maquinas del tipo sobre rieles.
Taladradoras de torreta [editar]
Con la introducción del Control Numérico en todas las máquinas –herramientas, las taladradoras de torreta han aumentado su popularidad tanto para series pequeñas como para series de gran producción porque hoy día la mayoría de estas máquinas están reguladas por una unidad CNC. Estas máquinas se caracterizan por una torreta de husillos múltiples. La taladradora de torreta permite poder realizar varias operaciones de taladrado en determinada secuencia sin cambiar herramientas o desmontar la pieza.
Los componentes básicos de la máquina, excepto la torreta, son parecidos a los de las máquinas taladradoras de columna. Se dispone de taladros de torreta de una serie de tamaños desde la pequeña máquina de tres husillos montada sobre banco o mesa hasta la máquina de trabajo pesado con torreta de ocho lados. Para operaciones relativamente sencillas, la pieza se puede colocar a mano y la torreta se puede hacer avanzar a mano o mecánicamente, para ejecutar un cierto numero de operaciones tales como las que se hacen en una máquina taladradora del tipo de husillos múltiples. Según se añaden a la operación controles más complicados, el taladro de torreta se vuelve más y más un dispositivo ahorrador de tiempo.
Lo habitual de las taladradoras de torreta actuales es que tienen una mesa posicionadora para una colocación precisa de la pieza. Esta mesa puede tomar la forma de una mesa localizadora accionada a mano, una mesa posicionadora accionada separadamente y controlada por medio de cinta, o con topes precolocados; o puede tomar la forma de una unidad completamente controlada por Control Numérico donde también se programa y ejecuta el proceso de trabajo.
Taladradoras de husillos múltiples [editar]

Esta familia de taladradoras cubre todo el campo desde el grupo sencillo de las máquinas de columna hasta las diseñadas especialmente para propósitos específicos de gran producción.
Las máquinas estándar de husillos múltiples: se componen de dos o más columnas, cabezas y husillos estándar, montados sobre una base común. Los taladros de husillos múltiples facilitan la ejecución de una secuencia fija de las operaciones de taladrado por medio del desplazamiento de la pieza de estación en estación a lo largo de la mesa.
Las aplicaciones más comunes de este tipo de máquinas es para eliminar el cambio de herramientas para una secuencia de operaciones. Aunque las máquinas taladradoras de husillos múltiples todavía se fabrican, están cediendo rápidamente su popularidad a las máquinas taladradoras de torreta accionadas por control numérico que pueden llevar un almacén de herramientas bastante grande.
Hay dos tipos básicos de taladradoras de husillos múltiples:
- Taladradoras de unión universal: son extremadamente versátiles y han alcanzado una posición muy importante en la manufactura de producción de tipo bajo a medio. Las máquinas taladradoras de unión universal se fabrican en una serie completa de tipos estándar con cierto número de husillos que se pueden ajustar dentro de un área determinada. Las máquinas taladradoras de unión universal se caracterizan por su gran número de husillos que se pueden colocar en cualquier posición dentro del área de la mesa para taladrar cualquier plantilla de agujeros preseleccionada.
Además de los catálogos de tamaños estándar, las máquinas de unión universal se construyen en muchos otros tamaños con plantillas para el taladrado y el número de husillos para trabajos específicos.
Estas máquinas también son muy flexibles pero requieren de todos los agujeros sean taladrados simultáneamente en una línea recta. Obviamente, se puede taladrar cualquier disposición de agujeros colocados en una serie de líneas rectas simplemente desplazando la pieza. En las máquinas de husillos en línea el avance se proporciona sencillamente haciendo descender el puente de los husillos o elevando la mesa. La selección del avance, tanto por medio del puente como de la mesa se basa en el tipo de trabajo y las operaciones implicadas. Las máquinas de unión universal y gran área se proporcionan también con avances tanto por medio del puente como por la elevación de la mesa.
- Taladradoras de producción de husillo fijo: consiste en cierto número de husillos en una posición fija, recibiendo su fuerza motriz a través de una serie de engranajes accionados por un solo motor del tamaño apropiado. Toman la forma de una sencilla máquina individual, tanto vertical como horizontal, o accionada en ángulo, o bien pueden tomar la forma de cierto número de tales unidades colocadas juntas para hacer una máquina especial.
Las culatas de motor y los bloques de cilindros de motor son piezas clásicas que se mecanizan en este tipo de taladradoras que se conocen con el nombre de transfer.
Centros de mecanizado CNC [editar]

La instalación masiva de centros de mecanizado CNC en las industrias metalúrgicas ha supuesto un gran revulsivo en todos los aspectos del mecanizado tradicional.
Un centro de mecanizado ha unido en una sola máquina y en un solo proceso tareas que antes se hacían en varias máquinas, taladradoras, fresadoras, mandrinadoras, etc, y además efectúa los diferentes mecanizados en unos tiempos mínimos antes impensables debido principalmente a la robustez de estas máquinas a la velocidad de giro tan elevada que funciona el husillo y a la calidad extraordinaria de las diferentes herramientas que se utilizan.
Así que un centro de mecanizado incorpora un almacén de herramientas de diferentes operaciones que se pueden efectuar en las diferentes caras de las piezas cúbicas, con lo que con una sola fijación y manipulación de la pieza se consigue el mecanizado integral de las caras de las piezas, con lo que el tiempo total de mecanizado y precisión que se consigue resulta muy valioso desde el punto de vista de los costes de mecanizado, al conseguir más rapidez y menos piezas defectuosas.
Gestión económica del taladrado [editar]
Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado.

La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado. Para reducir el coste de taladrado y del mecanizado en general se ha actuado en los siguientes frentes:
- Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente.
- Conseguir herramientas de mecanizado de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones del husillo portabrocas , más avance de trabajo de la broca y más tiempo de duración de su filo de corte.
- Conseguir taladradoras , más robustas, rápidas, precisas y adaptadas a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas.
Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo de las taladradoras, disminuyendo drásticamente el taladrado manual, y construyendo taladradoras automáticas muy sofisticadas o guiados por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente.
Características técnicas de las brocas [editar]

Las brocas son la herramienta más común que utilizan las taladradoras, si bien también pueden utilizar machos para roscar a máquina, escariadores para el acabado de agujeros de tolerancias estrechas, avellanadores para chaflanar agujeros, o incluso barras con herramientas de mandrinar
Las brocas tienen diferente geometría dependiendo de la finalidad con que hayan sido fabricadas. Diseñadas específicamente para quitar material y formar, por lo general, un orificio o una cavidad cilíndrica, la intención en su diseño incluye la velocidad con que el material ha de ser removido y la dureza del material y demás cualidades características del mismo.
Elementos constituyentes de una broca [editar]

Entre algunas de las partes y generalidades comunes a la mayoría de las brocas están:
- Longitud total de la broca. Existen brocas normales, largas y súper-largas.
- Longitud de corte. Es la profundidad máxima que se puede taladrar con una broca y viene definida por la longitud de la parte helicoidal.
- Diámetro de corte. Es el diámetro del orificio obtenido con la broca. Existen diámetros normalizados y también se pueden fabricar brocas con diámetros especiales.
- Diámetro y forma del mango. El mango es cilíndrico para diámetros inferiores a 13 mm, que es la capacidad de fijación de un portabrocas normal. Para diámetros superiores, el mango es cónico (tipo Morse).
- Ángulo de corte. El ángulo de corte normal en una broca es el de 118°. También se puede utilizar el de 135°, quizá menos conocido pero, quizás, más eficiente al emplear un ángulo obtuso más amplio para el corte de los materiales.
- Número de labios o flautas. La cantidad más común de labios (también llamados flautas) es dos y después cuatro, aunque hay brocas de tres flautas o brocas de una (sola y derecha), por ejemplo en el caso del taladrado de escopeta.
- Profundidad de los labios. También importante pues afecta a la fortaleza de la broca.
- Ángulo de la hélice. Es variable de unas brocas a otras dependiendo del material que se trate de taladrar. Tiene como objetivo facilitar la evacuación de la viruta.
- Material constitutivo de la broca. Existen tres tipos básicos de materiales:
- Acero al carbono, para taladrar materiales muy blandos (madera, plástico, etc.)
- Acero rápido (HSS), para taladrar aceros de poca dureza
- Metal duro (Widia), para taladrar fundiciones y aceros en trabajos de gran rendimiento.
- Acabado de la broca. Dependiendo del material y uso especifico de la broca, se le puede aplicar una capa de recubrimiento que puede ser de óxido negro, de titanio o de níquel, cubriendo total o parcialmente la broca, desde el punto de corte.
Características de las brocas de metal duro [editar]

Para las máquinas taladradoras de gran producción se utilizan brocas macizas de metal duro para agujeros pequeños y barras de mandrinar con plaquitas cambiables para el mecanizado de agujeros grandes. Su selección se hace teniendo en cuenta el material de la pieza, el tipo de aplicación y las condiciones de mecanizado.
La variedad de las formas de las plaquitas es grande y está normalizada. Asimismo la variedad de materiales de las herramientas modernas es considerable y está sujeta a un desarrollo continuo.[6]
La adecuación de los diferentes tipos de plaquitas que se utilizan en las brocas de metal duro ya sean soldadas o cambiables se adecuan a las características del material a mecanizar y se indican a continuación y se clasifican según una Norma ISO/ANSI para indicar las aplicaciones en relación a la resistencia y la tenacidad que tienen.
| SERIE | ISO | Características |
| Serie P | ISO 01, 10, 20, 30, 40, 50 | Ideales para el mecanizado de acero, acero fundido, y acero maleable de viruta larga. |
| Serie M | ISO 10, 20, 30, 40 | Ideales para el mecanizado acero inoxidable, ferrítico y martensítico, acero fundido, acero al manganeso, fundición aleada, fundición maleable y acero de fácil mecanización. |
| Serie K | ISO 01, 10, 20, 30 | Ideal para el mecanizado de fundición gris, fundición en coquilla, y fundición maleable de viruta corta. |
| Serie N | ISO 01, 10. 20, 30 | Ideal para el mecanizado de metales no-férreos |
| Serie S | Pueden ser de base de níquel o de base de titanio. Ideales para el mecanizado de aleaciones termorresistentes y súperaleaciones. | |
| Serie H | ISO 01, 10, 20, 30 | Ideal para el mecanizado de materiales endurecidos. |
Accesorios de las taladradoras [editar]
Las taladradoras utilizan como accesorios principales:
- Portabrocas.
- Pinzas de fijación de brocas.
- Utillajes para posicionar y sujetar las piezas.
- Plantilla con casquillos para la guía de las brocas.
- Granete
- Mordazas de sujección de piezas
- Elementos robotizados para la alimentación de piezas y transfer de piezas.
- Afiladora de brocas
Portabrocas [editar]

El portabrocas es el dispositivo que se utiliza para fijar la broca en la taladradora cuando las brocas tienen el mango cilíndrico. El portabrocas va fijado a la máquina con un mango de cono Morse según sea el tamaño del portabrocas.
Los portabrocas se abren y cierran de forma manual, aunque hay algunos que llevan un pequeño dispositivo para poder ser apretados con una llave especial. Los portabrocas más comunes pueden sujetar brocas de hasta 13 mm de diámetro. Las brocas de diámetro superior llevan un mango de cono morse y se sujetan directamente a la taladradora.
Mordaza [editar]

En las taladradoras es muy habitual utilizar mordazas u otros sistemas de apriete para sujetar las piezas mientras se taladran. En la sujección de las piezas hay que controlar bien la presión y la zona de apriete para que no se deterioren.
Pinzas de apriete cónicas [editar]
Cuando se utilizan cabezales multihusillos o brocas de gran producción se utilizan en vez de portabrocas, cuyo apriete es débil, pinzas cónicas atornilladas que ocupan menos espacio y dan un apriete más rígido a la herramienta.

Granete [editar]

Se denomina granete a una herramienta manual que tiene forma de puntero de acero templado afilado en un extremo con una punta de 60º aproximadamente que se utiliza para marcar el lugar exacto que se ha trazado previamente en una pieza donde haya que hacerse un agujero, cuando no se dispone de una plantilla adecuada.
Plantillas de taladrado [editar]
Cuando se mecanizan piezas en serie, no se procede a marcar los agujeros con granetes sino que se fabrican unas plantillas que se incorporan al sistema de fijación de la pieza debidamente referenciada. Las plantillas llevan incorporado unos casquillos guías para que la broca pueda encarar los agujeros de forma exacta sin que se produzcan desviaciones de la punta de la broca. En operaciones que llevan incorporado un escariado o un roscado posterior los casquillos guías son removibles y se cambian cuando se procede a escariar o roscar el agujero.
Afiladora de brocas [editar]
En las industrias metalúrgicas que realizan muchos taladros, se dispone de máquinas especiales de afilado para afilar las brocas cuando el filo de corte se ha deteriorado. El afilado se puede realizar en una amoladora que tenga la piedra con grano fino pero la calidad de este afilado manual suele ser muy deficiente porque hay que ser bastante experto para conseguir los ángulos de corte adecuados. La mejor opción es disponer de afiladoras de brocas.
Control de viruta y fluido refrigerante [editar]
Estos dos factores son muy importantes en el proceso de taladrado. La generación de formas y tamaños de viruta adecuados, y también su evacuación, es vital para realizar correctamente cualquier operación de taladrado. Si el proceso no es correcto, cualquier broca dejará de cortas después de poco tiempo porque la viruta se quedará atascada en el agujero. Con las brocas modernas las velocidades de perforación son muy elevadas pero esto solo ha sido posible gracias a la evacuación eficaz de la viruta mediante el fluido de corte.
Todas las brocas helicoidales disponen de canales para evacuar la viruta. Durante el mecanizado se inyecta fluido de corte en la punta de la broca para lubricarla y para evacuar la viruta por los canales.
La formación de la viruta está determinada por el material de la pieza, la geometría de la herramienta, la velocidad de corte y en cierta medida por el tipo de lubricante que se utilice. La forma y longitud de la viruta son aceptables siempre que permitan su evacuación de manera fiable.
Normas de seguridad en el taladrado [editar]
Cuando se está trabajando en una taladradora , hay que observar una serie de requisitos para asegurarse de no tener ningún accidente que pudiese ocasionar cualquier pieza que fuese despedida de la mesa o la viruta si no sale bien cortada. Para ello es indispensable que las piezas estén bien sujetas. Pero también de suma importancia es el prevenir ser atrapado(a) por el movimiento rotacional de la máquina, por ejemplo por la ropa o por el cabello largo. La precaución es indispensable, puesto que el ser atrapado accidentalmente puede ser fatal.[7]
| 1 | Utilizar equipo de seguridad: gafas de seguridad, caretas, etc.. |
| 2 | No utilizar ropa holgada o muy suelta. Se recomiendan las mangas cortas. |
| 3 | Utilizar ropa de algodón. |
| 4 | Utilizar calzado de seguridad. |
| 5 | Mantener el lugar siempre limpio. |
| 6 | Si se mecanizan piezas pesadas utilizar polipastos adecuados para cargar y descargar las piezas de la máquina. |
| 7 | Es preferible llevar el pelo corto. Si es largo no debe estar suelto sino recogido. |
| 8 | No vestir joyería, como collares o anillos. |
| 9 | Siempre se deben conocer los controles y funcionamiento de la máquina. Se debe saber como detener su operación. |
| 10 | Es muy recomendable trabajar en un area bien iluminada que ayude al operador, pero la iluminación no debe ser excesiva para que no cause demasiado resplandor. |
Perfil profesional de los operarios de taladradoras [editar]
No existe una profesión técnica especializada para el manejo de taladradoras, puesto que son unas máquinas sencillas de manejar y con breves instrucciones dadas a pie de máquina es suficiente para que una persona responsable la sepa manejar.
Sin embargo actualmente muchas operaciones de taladrado se realizan en centros de mecanizado o taladradoras de control numérico y, debido al alto coste que tiene el tiempo de mecanizado en estas máquinas, ha sido necesario formar nuevos técnicos en ellas, especialmente programadores de control numérico.
Programadores de taladradoras y centros de mecanizado CNC [editar]
Las taladradoras y centros de mecanizado requieren en primer lugar un técnico programador que elabore el programa de ejecución que tiene que realizar la máquina para el mecanizado de una determinada pieza.
En este caso debe tratarse de un buen conocedor de los factores que intervienen en el mecanizado y que son los siguientes:
- Prestaciones de la máquina
- Prestaciones y disponibilidad de herramientas
- Sujeción de las piezas
- Tipo de material a mecanizar y sus características de mecanización
- Uso de refrigerantes
- Cantidad de piezas a mecanizar
- Acabado superficial y rugosidad
- Tolerancia de mecanización admisible
Además deberá conocer bien los parámetros tecnológicos del taladrado, que son:
- Velocidad de corte óptima a que debe realizarse el taladrado
- Avance óptimo del mecanizado
- Velocidad de giro (RPM) del husillo
- Sistema de cambio de herramientas.
A todos estos requisitos deben unirse una correcta interpretación de los planos de las piezas y la técnica de programación que utilice de acuerdo con el equipo que tenga la taladradora.[8]
Véase también [editar]
Referencias [editar]
- ↑ Museo máquina de herramienta de Elgóibar
- ↑ Patxi Aldabaldetrecu. Reseña histórica de la máquina-herramienta
- ↑ Sandvik Coromant (2006), Guía Técnica de Mecanizado, AB Sandvik Coromant 2005.10
- ↑ Productividad, en CoroKey 2006, Sandvik
- ↑ Sandvik Coromant (2006). Guía Técnica de Mecanizado. AB Sandvik Coromant 2005.10.
- ↑ Sandvik Coromant (2006), Guía Técnica de Mecanizado, AB Sandvik Coromant 2005.10
- ↑ Manual de Seguridad y Salud en operaciones con herramientas manuales, maquinaria de taller y soldadura. Universidad Politécnica de Valencia
- ↑ * Cruz Teruel, Francisco (2005). Control numérico y programación. Marcombo, Ediciones técnicas. ISBN 84-267-1359-9.
Bibliografía [editar]
- Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- Sandvik Coromant (2006). Guía Técnica de Mecanizado. AB Sandvik Coromant 2005.10.
- Larbáburu Arrizabalaga, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas.. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- Varios autores (1984). Enciclopedia de Ciencia y Técnica. Tomo 13. Taladro y perforadora.. Salvat Editores S.A. ISBN 84-345-4490-3.
- Cruz Teruel, Francisco (2005). Control numérico y programación. Marcombo, Ediciones técnicas. ISBN 84-267-1359-9.
No hay comentarios:
Publicar un comentario